In short, the primary limitations of the wet bag Cold Isostatic Pressing (CIP) process are its slow cycle times, high labor requirements, and lack of suitability for high-volume automation. While it excels at producing parts with uniform density, it is fundamentally a batch process that is significantly slower and more manually intensive than alternatives like dry bag or uniaxial pressing.
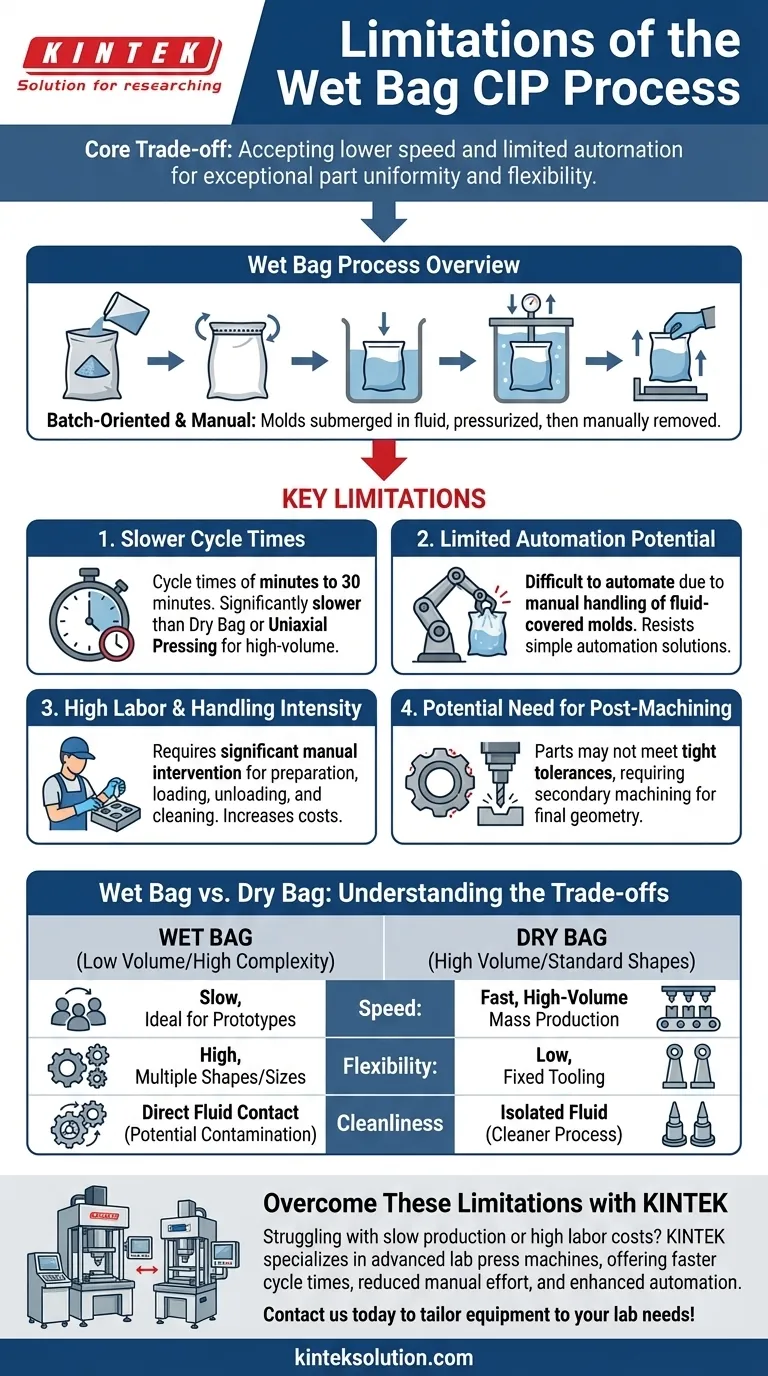
The core trade-off of the wet bag process is accepting lower production speed and limited automation in exchange for exceptional part uniformity and the flexibility to produce complex shapes in smaller quantities.

The Wet Bag Process Explained
To understand its limitations, you must first understand its mechanism. The process is straightforward but inherently manual.
The Batch-Oriented Workflow
In the wet bag technique, a flexible mold or bag is filled with powder and sealed. This sealed bag is then submerged in a pressure vessel filled with a fluid, typically oil or water.
The vessel is sealed, and the fluid is pressurized, applying uniform pressure to all surfaces of the mold. After a set time, the vessel is depressurized, opened, and the compacted part is manually removed.
Direct Fluid Contact
A defining characteristic is that the mold is directly immersed in the pressurizing fluid. This has direct implications for handling, cleanliness, and the overall workflow.
Key Limitations of the Wet Bag Process
The manual, batch-oriented nature of this process gives rise to several distinct disadvantages, especially when considering large-scale production.
Slower Cycle Times
The complete cycle of filling, sealing, loading, pressurizing, depressurizing, and unloading is time-consuming. Cycle times can range from a few minutes to as long as 30 minutes.
This is significantly slower than dry bag CIP or uniaxial pressing, which are designed for rapid, continuous, or semi-continuous production.
Limited Automation Potential
The wet bag process is difficult to fully automate. The manual handling of flexible, fluid-covered molds for loading and unloading is a major bottleneck that resists simple automation solutions.
In contrast, the dry bag process, where the tooling is built into the pressure vessel, is explicitly designed for integration into automated, high-volume production lines.
High Labor and Handling Intensity
Each part or batch of parts requires significant manual intervention. An operator must prepare the molds, handle them into and out of the pressure vessel, and manage the cleaning of parts and tooling. This makes the process more labor-intensive and increases operational costs at scale.
Potential Need for Post-Machining
While the process is excellent for forming complex shapes, the final parts may not meet tight dimensional tolerances. This often necessitates a secondary machining step to achieve the final, precise geometry, adding time and cost to the overall production.
Understanding the Trade-offs: Wet Bag vs. Dry Bag
The limitations of the wet bag process are clearest when compared directly to its primary alternative, the dry bag process.
Speed and Volume
Wet bag is ideal for prototypes, research, and small-to-medium production runs where part complexity and quality are paramount.
Dry bag is engineered for high-volume mass production of more standardized shapes, where speed and low cost-per-part are the primary drivers.
Shape Complexity and Flexibility
The wet bag process offers superior flexibility. It can handle multiple shapes and sizes, even in the same cycle, with relatively low tooling costs.
The dry bag process uses fixed tooling integrated into the press, making it best suited for producing large quantities of the same part.
Cleanliness and Contamination
Because the dry bag process isolates the pressurizing fluid from the powder mold with a permanent membrane, it is an inherently cleaner process. The wet bag method's direct fluid contact introduces an extra step and a potential source of contamination if not managed carefully.
Making the Right Choice for Your Production Needs
Your production goal is the single most important factor in determining whether the limitations of the wet bag process are acceptable.
- If your primary focus is high-volume mass production: The wet bag process is unsuitable due to its slow, manual nature; the dry bag process is the superior choice.
- If your primary focus is producing complex or varied shapes in smaller batches: The wet bag process is an excellent choice, as its limitations in speed are offset by its flexibility and ability to produce highly uniform parts.
- If your primary focus is minimizing labor costs and maximizing automation: The high labor intensity of the wet bag process makes it less scalable than fully automated dry bag systems.
Ultimately, you must choose the manufacturing method that aligns with your specific requirements for part complexity, production volume, and cost.
Summary Table:
| Limitation | Description | Impact |
|---|---|---|
| Slower Cycle Times | Manual steps like filling, sealing, and unloading take minutes to 30 minutes per cycle. | Reduces production speed and efficiency. |
| Limited Automation Potential | Difficult to automate due to handling of fluid-covered molds. | Increases reliance on manual labor and limits scalability. |
| High Labor and Handling Intensity | Requires significant operator intervention for mold preparation and part removal. | Raises operational costs and labor demands. |
| Potential Need for Post-Machining | Parts may not meet tight tolerances, requiring secondary machining. | Adds time and cost to the production process. |
Struggling with slow production or high labor costs in your lab? KINTEK specializes in advanced lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to overcome the limitations of traditional methods like wet bag CIP. Our solutions deliver faster cycle times, reduced manual effort, and enhanced automation to boost your efficiency and precision. Contact us today to learn how we can tailor our equipment to your laboratory needs and help you achieve superior results!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
People Also Ask
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs















