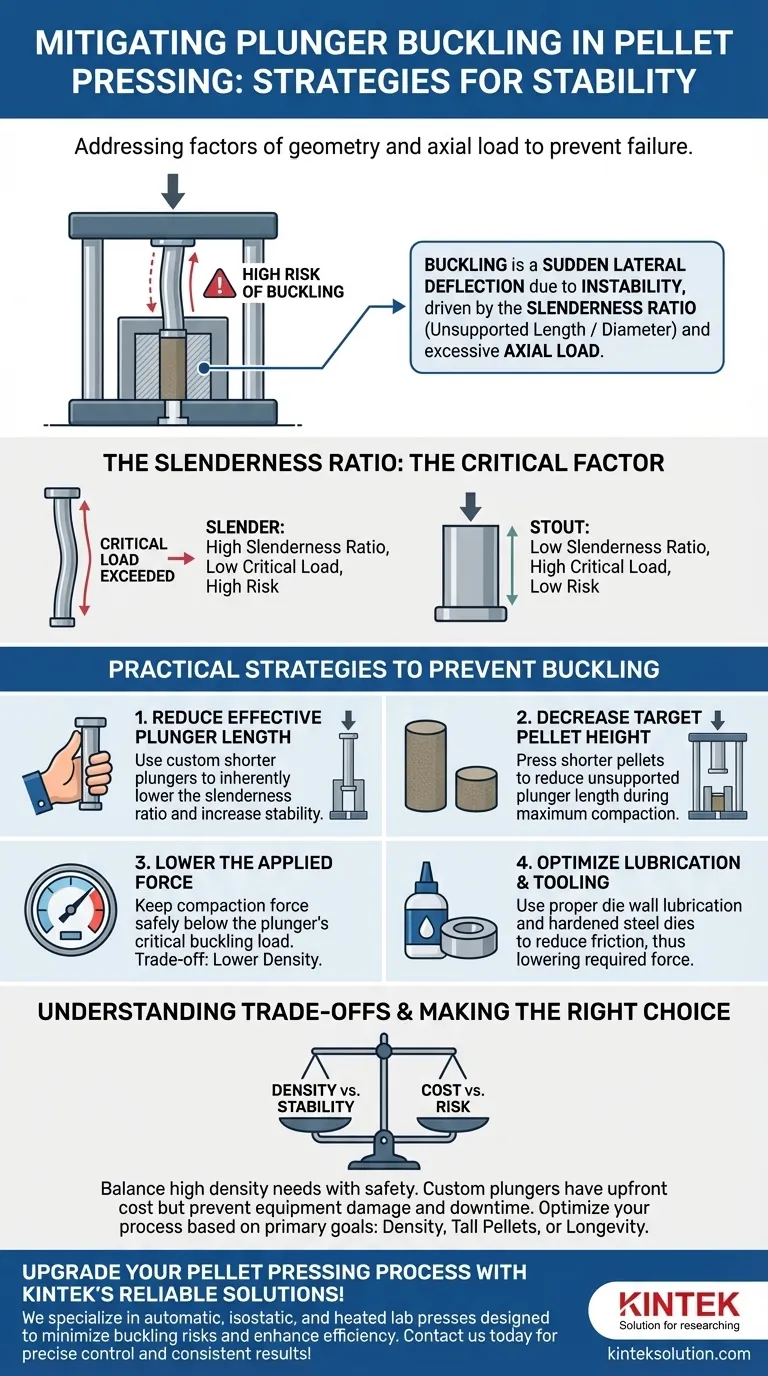
To mitigate plunger buckling during pellet pressing, you must directly address the factors that cause this instability: the plunger's geometry and the axial load it must withstand. The most effective methods are to decrease the applied compaction force, reduce the final height of the pellet, or use a custom-made, shorter plunger. These adjustments are critical for preventing structural failure and ensuring the integrity of both your equipment and your sample.
Buckling is fundamentally a failure of stability, not just material strength. The risk is driven by the plunger's slenderness ratio—its effective unsupported length relative to its diameter. Your primary goal is to minimize this ratio or reduce the compressive force acting upon it.

The Physics of Plunger Buckling
Understanding why a plunger buckles is the first step to preventing it. The failure is not a gradual bending but a sudden, catastrophic lateral deflection that occurs when a specific load threshold is crossed.
What is Buckling?
Think of pressing down on a plastic ruler standing on its end. With a small amount of force, it stays straight. But once you apply enough force—the critical load—it suddenly snaps sideways. This is buckling.
The same principle applies to a plunger in a die. As it compresses the powder, it acts as a slender column under immense axial load.
The Critical Role of the Slenderness Ratio
The single most important factor determining buckling risk is the plunger's slenderness. This is the ratio of its unsupported length to its cross-sectional dimension (typically the diameter).
A long, thin plunger is "slender" and highly susceptible to buckling. A short, thick plunger is "stout" and can withstand much higher compressive forces before buckling becomes a concern.
How Compaction Force Triggers Failure
For any given plunger geometry, there is a theoretical maximum force it can sustain before it buckles. During pellet pressing, the force required to compact the powder can easily exceed this critical load if the plunger is too long or the target density is too high.
Practical Strategies to Prevent Buckling
The following strategies directly address the physics of buckling by modifying either the plunger's geometry or the forces involved in the process.
Strategy 1: Reduce Effective Plunger Length
This is the most direct and effective method. A shorter plunger has a lower slenderness ratio and is inherently more stable. If you are consistently pressing pellets that leave a long section of the plunger unsupported, using a custom, shorter plunger is the best solution.
Strategy 2: Decrease Target Pellet Height
Pressing a taller pellet requires more plunger travel, which increases the plunger's unsupported length at the moment of maximum compaction.
By reducing the final target height of the pellet, you ensure that the plunger is better supported by the die walls during the highest-pressure phase of the operation, effectively reducing its slenderness.
Strategy 3: Lower the Applied Force
Directly reducing the maximum compaction force will keep it safely below the plunger's critical buckling load.
However, this often involves a trade-off with pellet quality, as lower force can result in lower density and strength. This approach is most effective when combined with other strategies.
Strategy 4: Optimize Lubrication and Tooling
Friction between the powder and the die wall opposes your compaction force. Higher friction means you must apply more force to achieve the desired density, thereby increasing the risk of buckling.
Using proper die wall lubrication and smooth, hardened steel dies reduces this friction. This allows you to reach your target density with a lower applied force, directly lowering the stress on the plunger.
Understanding the Trade-offs
Implementing these strategies requires balancing competing objectives. Recognizing these trade-offs is key to optimizing your entire process.
Pellet Density vs. Plunger Stability
The most common conflict is between achieving high pellet density and ensuring plunger safety. Higher densities require higher forces, which increases buckling risk. You must find the optimal force that produces an acceptable pellet without endangering the tooling.
Tooling Cost vs. Operational Risk
Ordering a custom shorter plunger involves an upfront cost and lead time. However, this investment can be easily offset by preventing the cost of a broken standard plunger, a ruined sample, and significant operational downtime.
Throughput vs. Process Reliability
Attempting to produce very tall pellets may seem efficient, but it significantly raises the probability of a buckling failure. The pursuit of higher throughput can lead to lower overall reliability and yield if equipment failures become common.
Making the Right Choice for Your Process
Your ideal strategy depends on the primary goal of your pelleting operation.
- If your primary focus is maximizing pellet density: Prioritize using the shortest possible plunger and ensure the die is properly lubricated to minimize the required compaction force.
- If your primary focus is producing tall pellets: You must mitigate the inherent risk by using wider diameter plungers (if the die allows) and meticulously controlling the pressing force to stay below the critical buckling load.
- If your primary focus is equipment longevity and reliability: Standardize on shorter pellet heights, invest in high-quality hardened steel tooling, and implement a strict lubrication and maintenance schedule.
By understanding that buckling is a challenge of geometry and stability, not just force, you can strategically adapt your process for consistent and reliable results.
Summary Table:
| Strategy | Key Action | Primary Benefit |
|---|---|---|
| Reduce Plunger Length | Use custom shorter plungers | Lowers slenderness ratio for stability |
| Decrease Pellet Height | Press shorter pellets | Reduces unsupported length and risk |
| Lower Applied Force | Adjust compaction force | Prevents exceeding critical load |
| Optimize Lubrication | Use die wall lubricants | Lowers friction and required force |
Upgrade your pellet pressing process with KINTEK's reliable lab press machines! We specialize in automatic lab presses, isostatic presses, and heated lab presses designed to minimize buckling risks and enhance efficiency for your laboratory. Our solutions ensure precise control, durability, and consistent results—contact us today via our contact form to discuss how we can support your needs and prevent equipment failures!
Visual Guide
Related Products
- Automatic Laboratory Hydraulic Press Lab Pellet Press Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Laboratory Hydraulic Press Lab Pellet Press Machine for Glove Box
- Automatic Laboratory Hydraulic Press for XRF and KBR Pellet Pressing
- XRF KBR Plastic Ring Lab Powder Pellet Pressing Mold for FTIR
People Also Ask
- What are the technical advantages of an automatic laboratory hydraulic press for biomimetic surfaces?
- What are the advantages of using an automatic laboratory hydraulic press? Enhance Precision in Sample Preparation
- How does an automatic laboratory hydraulic press improve KBr pellet preparation? Achieve Precision IR Spectroscopy
- How does automation improve lab pellet press operations? Boost Efficiency and Data Integrity
- What are the advantages of using a lab automatic hydraulic press for HEA green body molding? Ensure Material Integrity



















