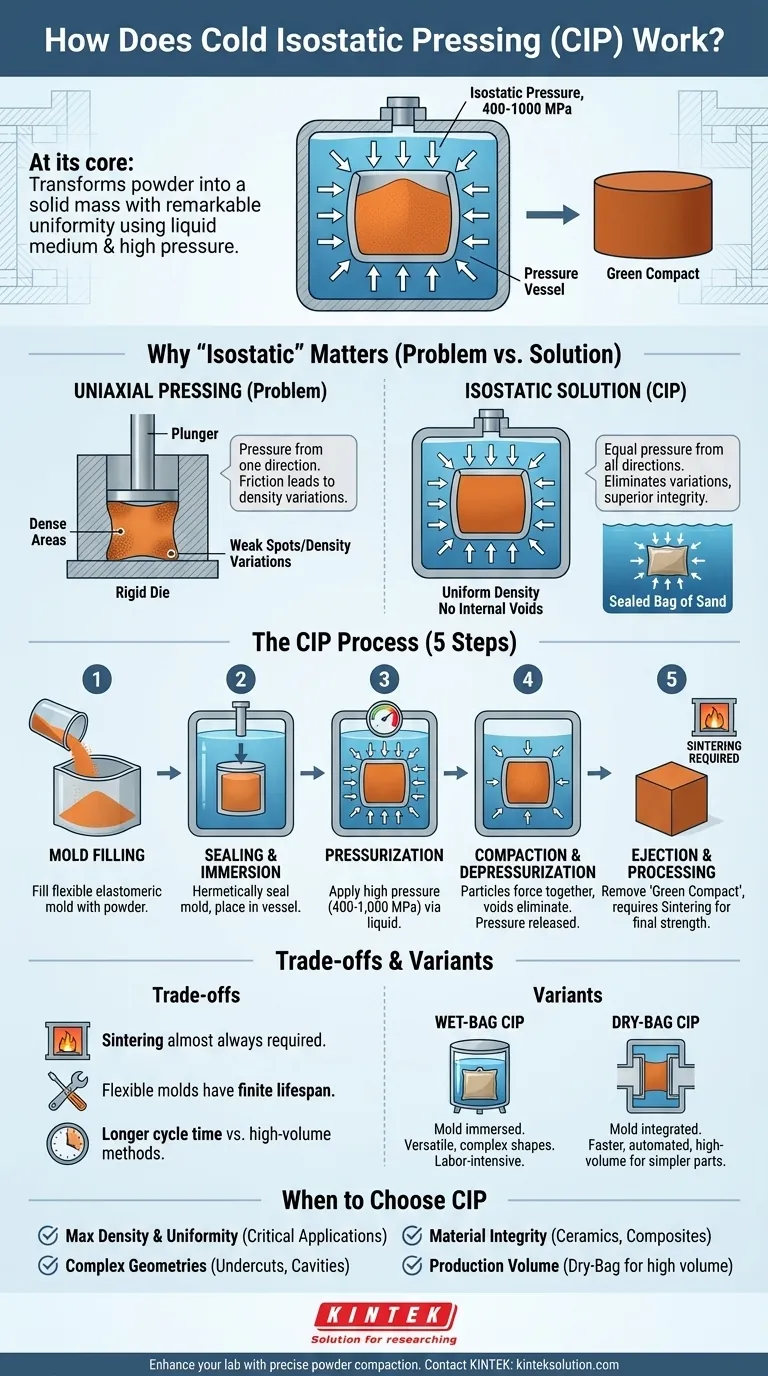
At its core, Cold Isostatic Pressing (CIP) is a manufacturing process that transforms powders into a solid mass with remarkable uniformity. It works by placing the powder into a sealed, flexible mold, submerging it in a liquid inside a pressure vessel, and applying extremely high pressure from all directions. This uniform, or "isostatic," pressure compacts the powder into a coherent object with consistent density and strength.
The fundamental problem with traditional pressing is that pressure from one direction creates weak spots and density variations. Cold Isostatic Pressing solves this by using a liquid medium to apply equal pressure to every surface of the component, resulting in a solid part with exceptional structural integrity.

The Fundamental Principle: Why "Isostatic" Matters
The key to understanding CIP is the concept of isostatic pressure, which is the foundation of its superior results compared to more conventional methods.
The Problem with Uniaxial Pressing
In traditional uniaxial pressing, a powder is compacted in a rigid die by a plunger moving in a single direction. This creates friction against the die walls, preventing pressure from being distributed evenly.
The result is a part with significant density variations—denser near the plunger and less dense in the corners and areas far from the pressure source. These low-density areas become points of weakness and can lead to failure.
The Isostatic Solution
CIP overcomes this limitation by applying isostatic pressure—pressure that is equal in all directions. By submerging a sealed, flexible mold in a fluid (like water or oil) and pressurizing the fluid, the pressure acts uniformly on every surface of the mold.
Think of squeezing a sealed bag of sand while it's deep underwater. The water pressure would compress the bag equally from all sides, compacting the sand far more evenly than if you just pushed on the top of it. This is the principle that allows CIP to eliminate internal voids and create a highly uniform "green" part.
The CIP Process Step-by-Step
The process is a systematic method for achieving this uniform compaction. While specific parameters vary, the core steps remain consistent.
Step 1: Mold Filling
The process begins by filling a flexible, elastomeric mold with the powdered material. This mold, typically made of rubber or polyurethane, is designed in the negative shape of the final desired part.
Step 2: Sealing and Immersion
The filled mold is hermetically sealed to protect the powder from the surrounding liquid medium. It is then placed inside the chamber of a high-pressure vessel.
Step 3: Pressurization
The vessel is filled with a liquid, and pressure is applied, often ranging from 400 to 1,000 MPa (or 60,000 to 150,000 psi). This immense pressure is transferred through the liquid and exerted uniformly on the entire surface of the flexible mold.
Step 4: Compaction and Depressurization
Under this intense pressure, the powder particles are forced together, dramatically increasing the material's density and eliminating voids. After a predetermined time, the pressure is slowly released, and the liquid is drained from the vessel.
Step 5: Ejection and Further Processing
The compacted part, now referred to as a green compact, is removed from the mold. It possesses enough strength to be handled, but it typically requires a subsequent high-temperature process like sintering to bond the particles and achieve its final mechanical properties.
Understanding the Trade-offs and Limitations
While powerful, CIP is not a universal solution. Understanding its limitations is critical for proper application.
Sintering is Almost Always Required
A part made by CIP is not finished. The process creates a highly uniform green compact, but the material particles are only mechanically interlocked. A secondary thermal process like sintering is necessary to create strong metallurgical bonds and achieve final strength and durability.
Tooling and Cycle Time
The flexible molds used in CIP have a finite lifespan and are less durable than the hardened steel dies used in uniaxial pressing. Additionally, the process of loading, pressurizing, and depressurizing the vessel can result in longer cycle times compared to other high-volume methods.
Process Variants: Wet-Bag vs. Dry-Bag
There are two main methods for performing CIP:
- Wet-Bag CIP: The sealed mold is directly immersed in the pressurization fluid. This is highly versatile for complex shapes and research and development but is more labor-intensive.
- Dry-Bag CIP: The flexible mold is an integrated part of the pressure vessel itself. Powder is loaded into the mold, and the pressure fluid is contained in a separate chamber. This is faster, easier to automate, and suited for high-volume production of simpler parts.
When to Choose Cold Isostatic Pressing
Your choice to use CIP should be driven by the specific requirements of your final component.
- If your primary focus is maximum density and uniformity: CIP is the superior choice for eliminating internal flaws and achieving consistent material properties, which is critical for high-performance applications.
- If your primary focus is manufacturing complex geometries: The flexible mold allows for creating parts with undercuts, internal cavities, or long aspect ratios that are impossible with rigid tooling.
- If your primary focus is material integrity for critical components: CIP is essential for advanced ceramics, powdered metals, and composites where hidden internal voids could lead to catastrophic failure.
- If your primary focus is production volume: Dry-Bag CIP can be automated for efficient production, while Wet-Bag CIP provides unmatched design flexibility for prototypes and small-batch manufacturing.
By leveraging uniform fluid pressure, CIP empowers engineers to create high-integrity components that are simply not possible with conventional pressing techniques.
Summary Table:
| Aspect | Details |
|---|---|
| Process Type | Cold Isostatic Pressing (CIP) |
| Key Principle | Uniform pressure applied via liquid medium |
| Pressure Range | 400–1,000 MPa (60,000–150,000 psi) |
| Main Steps | Mold filling, sealing, pressurization, compaction, ejection |
| Output | Green compact requiring sintering |
| Best For | Complex shapes, high density, critical components |
| Variants | Wet-Bag (flexible), Dry-Bag (automated) |
Ready to enhance your lab's capabilities with precise powder compaction? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet your laboratory needs for uniform, high-density parts. Contact us today to discuss how our solutions can improve your material integrity and efficiency—get in touch now!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
















