In Cold Isostatic Pressing (CIP), the dry bag process is a manufacturing method where powdered material is compacted inside a pressure vessel without the forming mold ever touching the pressurizing fluid. This is achieved by placing the powder-filled mold inside a permanent, flexible membrane that is built into the press. The isolation of the part from the fluid allows for rapid automation and continuous operation.
The core distinction of the dry bag process is its trade-off: it sacrifices the geometric flexibility of other methods to gain significant speed and automation, making it the definitive choice for the mass production of standardized components.

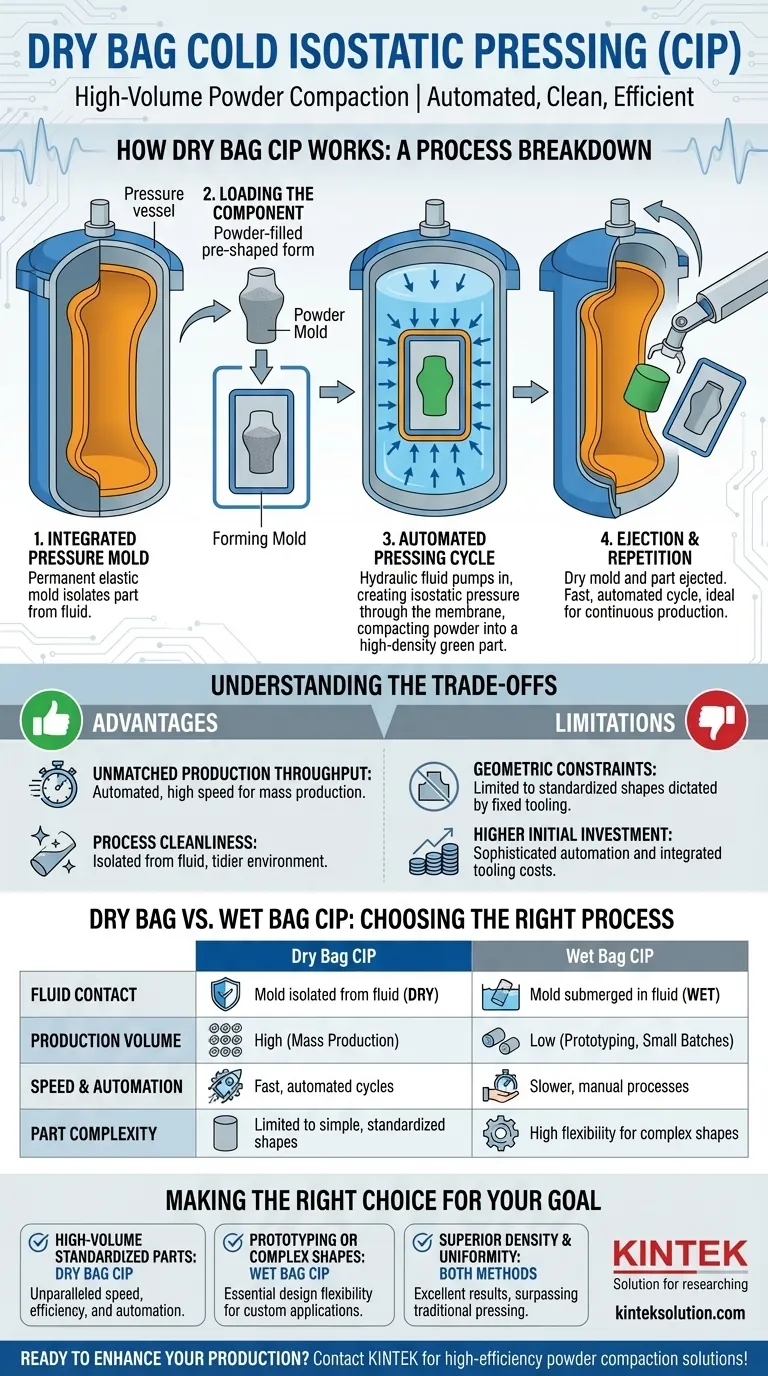
How Dry Bag CIP Works: A Process Breakdown
The efficiency of the dry bag process comes from its specialized design, where the high-pressure tooling is integrated directly into the machine. This allows for a streamlined, repeatable manufacturing cycle.
The Integrated Pressure Mold
The defining feature of a dry bag press is a durable, elastic mold or membrane that is a permanent fixture inside the pressure vessel. This mold acts as a barrier between the pressurizing fluid (usually water or oil) and the part being formed.
Loading the Component
Powdered material is first loaded into a separate "forming mold." This mold, which gives the part its final shape, is then placed inside the integrated pressure mold within the press.
The Automated Pressing Cycle
Once the forming mold is loaded, the pressure vessel is sealed and the hydraulic fluid is pumped in, surrounding the integrated mold. This creates isostatic pressure—equal pressure from all directions—which is transferred through the membrane to uniformly compact the powder into a solid, high-density "green" part.
Ejection and Repetition
Because the forming mold and the compacted part never get wet, they can be automatically ejected once the cycle is complete. This enables extremely fast cycle times, often under a minute, and allows the process to be integrated into a continuous production line.
Dry Bag vs. Wet Bag: Choosing the Right Process
While both dry and wet bag CIP achieve uniform density, they are designed for fundamentally different production goals. The choice between them hinges on volume, speed, and part complexity.
The Defining Difference: Fluid Contact
In the wet bag process, the powder-filled mold is vacuum-sealed and submerged directly into the pressurizing fluid. In the dry bag process, the mold is kept isolated from the fluid by the integrated membrane.
Production Volume and Speed
Dry bag is built for speed and high volume. Its automated nature makes it ideal for mass production of thousands or millions of parts. Wet bag is a more manual, batch-oriented process better suited for research, prototyping, and small-scale production runs.
Part Complexity and Size
Wet bag offers superior flexibility. Since any sealed shape can be submerged in the fluid, it is perfect for large or geometrically complex components. Dry bag is limited to the shape and size of its fixed, integrated mold, making it best for simpler, standardized parts like tubes, rods, and nozzles.
Understanding the Trade-offs of Dry Bag CIP
To select the right process, you must objectively weigh the advantages of dry bag's efficiency against its inherent limitations.
Advantage: Unmatched Production Throughput
The primary reason to choose dry bag CIP is its capacity for automation and speed. It is one of the most efficient methods for compacting powders at an industrial scale.
Advantage: Process Cleanliness
By keeping the component isolated from the hydraulic fluid, the dry bag process ensures cleaner parts and a tidier operating environment. This reduces the need for post-press cleaning operations.
Limitation: Geometric Constraints
The most significant drawback is the lack of flexibility. The shape of the final part is dictated by the built-in tooling. Changing the production to a different part shape is a major undertaking that requires retooling the press.
Limitation: Higher Initial Investment
The sophisticated automation and integrated tooling of dry bag systems typically require a higher upfront capital investment compared to the simpler, more versatile wet bag presses.
Making the Right Choice for Your Goal
Your decision must be driven by a clear understanding of your project's primary objective, whether it's volume, complexity, or research.
- If your primary focus is high-volume manufacturing of a standardized part: Dry bag CIP is the clear choice for its unparalleled speed, efficiency, and automation.
- If your primary focus is prototyping or producing large, complex shapes: Wet bag CIP provides the essential design flexibility for low-volume and custom applications.
- If your primary focus is achieving superior material density and uniformity: Both methods will deliver excellent results, far surpassing what is possible with traditional uniaxial pressing.
Ultimately, selecting the correct CIP method depends on a clear assessment of your required production volume against your need for geometric flexibility.
Summary Table:
| Aspect | Dry Bag CIP | Wet Bag CIP |
|---|---|---|
| Fluid Contact | Mold isolated from fluid | Mold submerged in fluid |
| Production Volume | High (mass production) | Low (prototyping, small batches) |
| Speed & Automation | Fast, automated cycles | Slower, manual processes |
| Part Complexity | Limited to simple, standardized shapes | High flexibility for complex shapes |
| Initial Investment | Higher | Lower |
Ready to enhance your lab's production with efficient powder compaction? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored to meet your laboratory needs. Our solutions deliver superior density, automation, and cleanliness for high-volume manufacturing. Contact us today to discuss how we can optimize your processes and boost efficiency!
Visual Guide
Related Products
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
People Also Ask
- Why is a laboratory cold isostatic press (CIP) required for battery research? Achieve Isotropic Uniformity
- What are the process advantages of using Cold Isostatic Pressing (CIP) for LSMO? Achieve Defect-Free Density
- What types of equipment are available for cold isostatic pressing? Explore CIP Solutions for Labs and Production
- What is the advantage of using a cold isostatic press (CIP)? Enhancing BCZY5 Ceramic Conductivity Testing Accuracy
- What role does a specialized rubber bag play in CIP for ceramics? Key to Uniform Density and Precision






