In Cold Isostatic Pressing (CIP), the molds that contain the powder are almost always made from flexible, resilient elastomer materials. The most common choices are urethane, rubber, and polyvinyl chloride (PVC), which are selected for their ability to deform under pressure and return to their original shape.
The central purpose of a CIP mold is not simply to hold a shape, but to act as a flexible barrier that uniformly transmits hydraulic pressure from all directions onto the powder within. This is why rigid molds cannot be used and why elastomers are the only viable material class for this application.
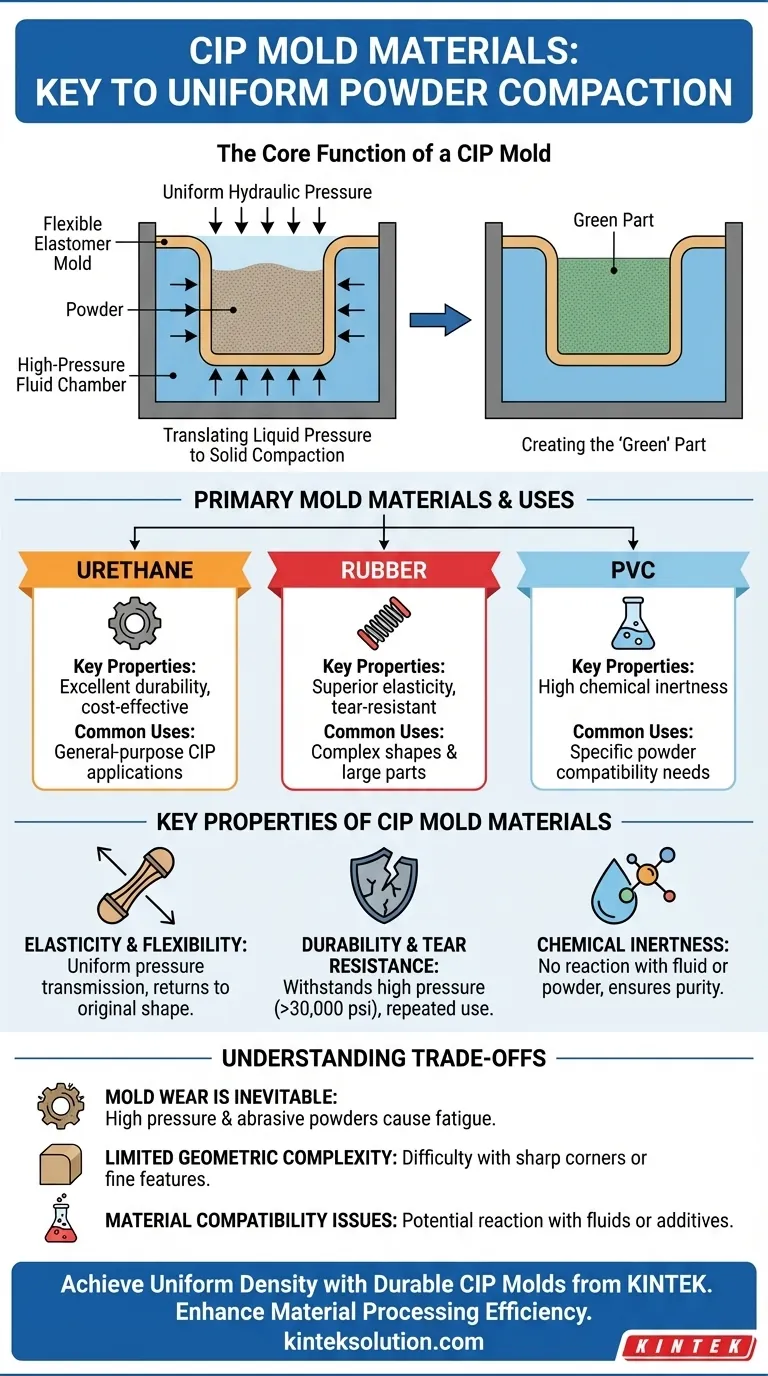
The Core Function of a CIP Mold
The entire principle of isostatic pressing hinges on the unique role of the mold, often called the "bag." It acts as the interface between the high-pressure fluid and the powder being compacted.
Translating Liquid Pressure to Solid Compaction
In the CIP process, a sealed mold filled with powder is submerged in a fluid chamber. As the fluid is pressurized, it pushes on the mold from every direction equally.
Because the mold is made of a flexible elastomer, this uniform external pressure is transferred directly and evenly to the powder inside. This "isostatic" (uniform from all directions) pressure is what creates a green part with highly consistent density.
Creating the "Green" Part
The goal of CIP is to create a "green" part—a fragile, porous component formed by mechanically interlocking powder particles. This part is then strong enough to be handled and undergo subsequent processes like sintering to achieve its final density and strength.
Key Properties of CIP Mold Materials
The choice of urethane, rubber, or PVC is not arbitrary. These materials possess a specific combination of properties essential for the CIP process to succeed.
Elasticity and Flexibility
This is the most critical property. The material must be flexible enough to collapse evenly around the powder and transmit pressure without creating stress points. Its elasticity allows it to return to its original shape after the pressure is released, making it easy to remove the compacted green part.
Durability and Tear Resistance
CIP involves extremely high pressures, often exceeding 30,000 psi (200 MPa). The mold material must be robust enough to withstand this pressure repeatedly without tearing, puncturing, or degrading quickly. This durability is key to the economic viability of the process.
Chemical Inertness
The mold material must not react with either the hydraulic fluid it's submerged in (often water with corrosion inhibitors) or the powder it contains. This ensures the purity of the final component, which is especially critical when processing high-purity ceramics or reactive metals.
Understanding the Trade-offs
While elastomers are ideal for CIP molds, they are not without limitations. Understanding these trade-offs is crucial for process control and cost management.
Mold Wear is Inevitable
Even the most durable elastomers will eventually wear out. High pressures, abrasive powders, and repeated flexing cause fatigue, microscopic tears, and loss of elasticity over time. Molds are a consumable tooling item, and their replacement must be factored into production costs.
Limited Geometric Complexity
While CIP is excellent for many shapes, the flexibility of the mold can limit the ability to produce extremely sharp corners or very fine, delicate features. The powder's flow characteristics and the mold's tendency to round sharp angles can affect the final geometry of the green part.
Material Compatibility Issues
While generally inert, certain elastomer formulations may be incompatible with specific powders or pressure fluids. For example, an aggressive solvent in a cleaning step or a particular additive in the powder could cause the mold material to swell, harden, or degrade, leading to premature failure.
Making the Right Choice for Your Goal
Selecting the specific mold material often depends on the production requirements and the material being processed.
- If your primary focus is cost-effective, general-purpose use: Standard-grade urethane is often the best starting point due to its excellent balance of durability and cost.
- If your primary focus is producing complex shapes or large parts: A custom-formulated rubber might be required for its superior elasticity and tear resistance.
- If your primary focus is chemical compatibility with a specific powder: PVC or a specialized elastomer may be necessary to prevent any chemical reaction or degradation of the mold.
Ultimately, the flexible mold is the enabling technology that allows CIP to produce uniformly dense parts from a vast range of materials like ceramics, metals, and composites.
Summary Table:
| Material | Key Properties | Common Uses |
|---|---|---|
| Urethane | Excellent durability, cost-effective | General-purpose CIP applications |
| Rubber | Superior elasticity, tear-resistant | Complex shapes and large parts |
| PVC | High chemical inertness | Specific powder compatibility needs |
Need reliable CIP molds for your lab? KINTEK specializes in lab press machines, including isostatic presses, to help you achieve uniform powder compaction with durable elastomer molds. Enhance your material processing efficiency—contact us today for expert solutions tailored to your laboratory needs!
Visual Guide
Related Products
- Lab Isostatic Pressing Molds for Isostatic Molding
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
People Also Ask
- Why is a laboratory isostatic press used for hydroxyapatite bioceramics? Achieve Maximum Density and Strength
- How does controlling the parameters of a laboratory isostatic press contribute to reducing deformation in LTCC channels?
- What is the primary function of a laboratory isostatic press in the synthesis of nitride materials? Achieve High Density
- What is the function of an isostatic lab press in energy storage research? Achieve Superior Material Standardization
- Why is a laboratory isostatic press preferred for zeolite A ceramic green bodies? Achieve 95%+ Density Today



















