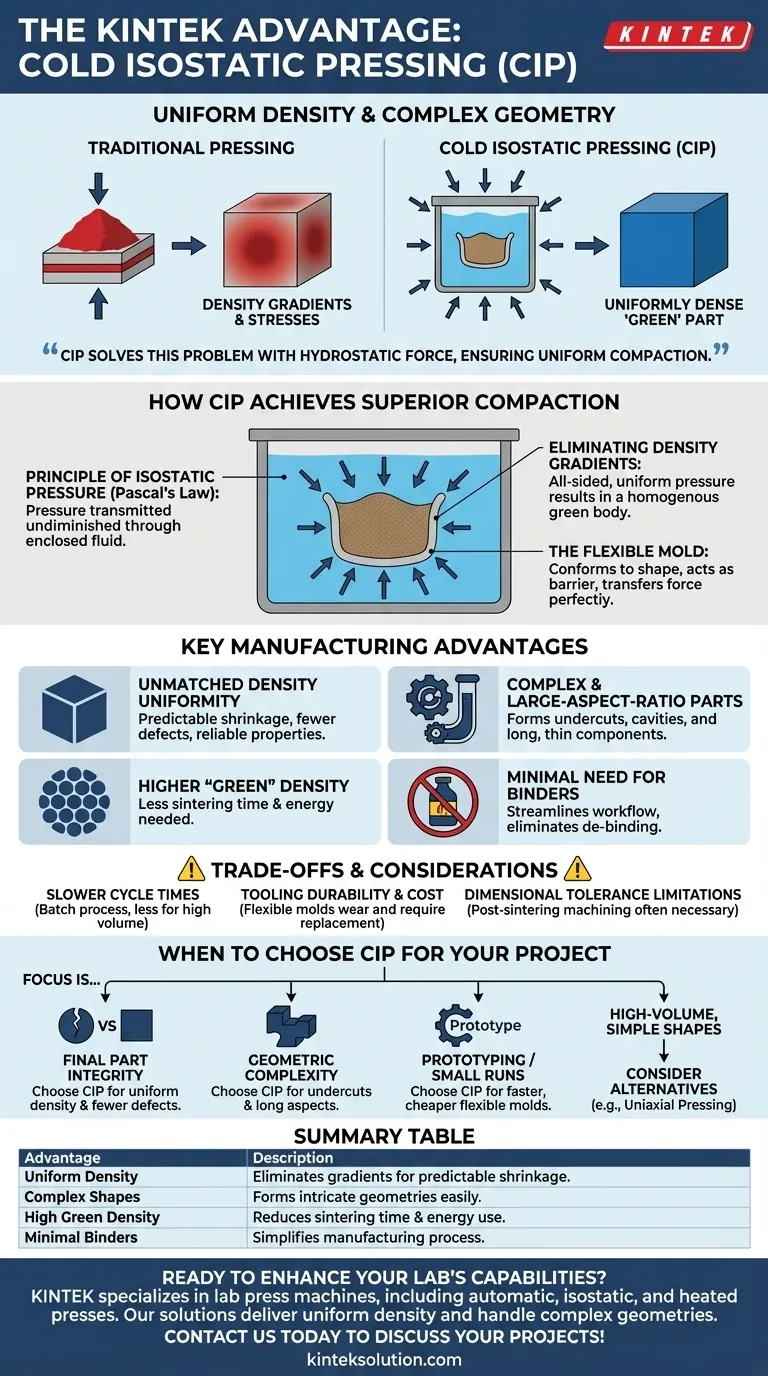
When uniform density and complex geometry are non-negotiable, Cold Isostatic Pressing (CIP) provides a distinct advantage over traditional pressing methods. By applying liquid pressure equally from all directions, CIP compacts powders into a solid form with exceptionally uniform density. This process excels at creating intricate shapes and large-aspect-ratio components that are difficult or impossible to produce with other consolidation techniques.
Traditional compaction methods, like pressing from one or two directions, inherently create density gradients and internal stresses. Cold Isostatic Pressing solves this fundamental problem by using hydrostatic force, resulting in a uniformly dense "green" part that shrinks predictably during final sintering.

How CIP Achieves Superior Compaction
The effectiveness of Cold Isostatic Pressing is rooted in a fundamental principle of fluid dynamics that sets it apart from mechanical pressing.
The Principle of Isostatic Pressure
The process operates on Pascal's Law, which states that pressure applied to an enclosed fluid is transmitted undiminished to every portion of the fluid and the walls of the containing vessel.
In CIP, the powder is sealed in a flexible elastomer mold and submerged in a liquid. When the chamber is pressurized, that pressure acts on the mold uniformly from all directions, compacting the powder evenly.
Eliminating Density Gradients
Uniaxial pressing, which involves a piston pushing powder into a rigid die, creates high-density zones near the punch faces and lower-density zones in the middle and corners of the part. These gradients cause warping, cracking, and unpredictable shrinkage during sintering.
CIP completely avoids this issue. The all-sided, uniform pressure ensures that every part of the powder compacts at the same rate, resulting in a homogenous green body.
The Role of the Flexible Mold
The mold is typically made of urethane, rubber, or another elastomer. This flexibility is key, as it allows the hydrostatic pressure to conform perfectly to the desired shape of the component, no matter how intricate. It acts as a barrier between the powder and the pressurizing liquid while transferring the force perfectly.
The Key Advantages for Manufacturing
The unique physics of CIP translates into several critical manufacturing benefits for metal, ceramic, plastic, and composite powders.
Unmatched Density Uniformity
This is the primary advantage of CIP. A uniformly dense green body shrinks predictably and evenly during sintering, significantly reducing part failure from cracks, distortion, or warping. This leads to higher yields and more reliable final properties.
Forming Complex and Large-Aspect-Ratio Parts
Because pressure is not applied from a fixed direction, CIP can produce parts with complex geometries, undercuts, and internal cavities. It also excels at creating long, thin components like tubes or rods, which would likely fracture or have severe density issues if made in a traditional press.
Achieving Higher "Green" Density
The immense, uniform pressure (often 400 MPa or higher) compacts the powder closer to its maximum packing density. This high initial "green" density means less shrinkage is required during the final sintering stage, saving energy and process time.
Minimal Need for Binders
Many traditional powder compaction processes require wax or polymer binders to give the green part strength, which must then be burned out in a time-consuming and delicate "de-binding" step. CIP compacts the powder so effectively that the need for these binders is often reduced or eliminated, streamlining the overall workflow.
Understanding the Trade-offs and Considerations
While powerful, CIP is not the universal solution for all powder compaction needs. Understanding its limitations is crucial for making an informed decision.
Slower Cycle Times
CIP is inherently a batch process. The steps of loading the powder, sealing the mold, placing it in the vessel, pressurization, depressurization, and unloading take significantly more time than high-speed, automated uniaxial pressing. This makes it less suitable for very high-volume production of simple shapes.
Tooling Durability and Cost
The flexible elastomer molds are the "tooling" for CIP. These molds have a finite lifespan and will wear out, tear, or degrade with use, requiring periodic replacement. This can represent a notable ongoing operational cost.
Dimensional Tolerance Limitations
While CIP creates excellent shape conformity, the dimensional precision of the as-pressed green part may be lower than that achieved with a hard tool-and-die set. For applications requiring extremely tight tolerances, post-sintering grinding or machining is often necessary.
When to Choose CIP for Your Project
Selecting the right compaction method depends entirely on the goals and constraints of your specific component.
- If your primary focus is final part integrity: Choose CIP for its uniform density, which is the best way to minimize defects, warping, and unpredictable shrinkage during sintering.
- If your primary focus is geometric complexity: Choose CIP when producing parts with undercuts, internal cavities, or long aspect ratios that are impossible with rigid dies.
- If your primary focus is high-volume, simple shapes: Consider alternative methods like uniaxial pressing, as CIP's cycle times may be too slow to be cost-effective.
- If your primary focus is prototyping or small production runs: CIP can be advantageous, as creating a flexible mold is often faster and less expensive than manufacturing a hardened steel die set.
By understanding its principles, you can leverage Cold Isostatic Pressing to manufacture high-integrity components that are otherwise unachievable.
Summary Table:
| Advantage | Description |
|---|---|
| Uniform Density | Eliminates density gradients for predictable shrinkage and fewer defects. |
| Complex Shapes | Forms intricate geometries and large-aspect-ratio parts easily. |
| High Green Density | Achieves closer packing, reducing sintering time and energy use. |
| Minimal Binders | Reduces or eliminates binders, simplifying the manufacturing process. |
Ready to enhance your lab's capabilities with reliable powder compaction? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the needs of laboratories in industries like materials science and ceramics. Our solutions deliver uniform density and handle complex geometries, reducing defects and improving efficiency. Contact us today to discuss how our equipment can benefit your projects!
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- How does a Cold Isostatic Press (CIP) increase Bi-2223/Ag current density? Boost Superconductivity with Uniform Pressure
- What are the process advantages of using Cold Isostatic Pressing (CIP) for LSMO? Achieve Defect-Free Density
- How does a Cold Isostatic Press (CIP) facilitate the preparation of CaO-doped silicon carbide (SiC) green bodies?
- For what types of materials and applications are automated CIP systems particularly beneficial? Unlock Purity and Complex Shapes
- What are the key features of automated laboratory Cold Isostatic Press (CIP) systems? Achieve Precise, High-Pressure Powder Consolidation










