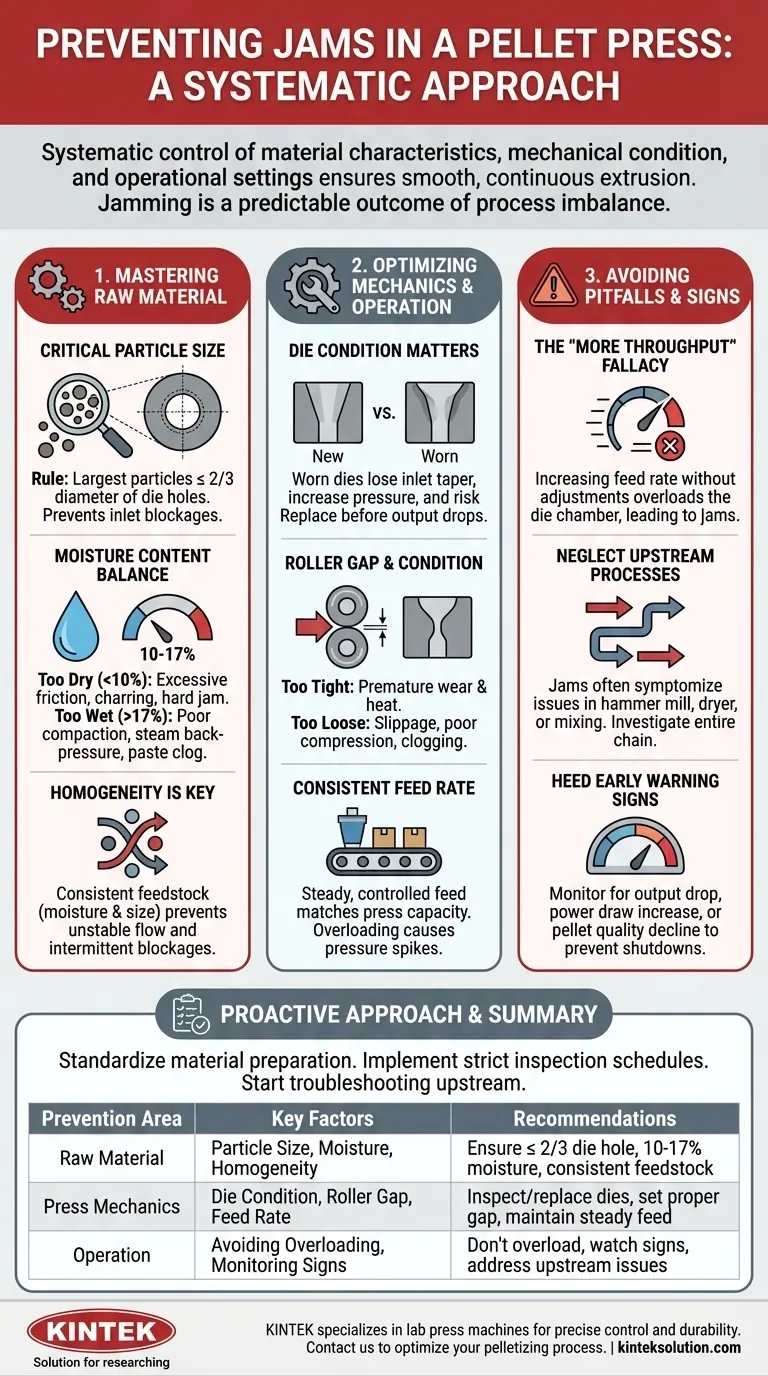
Preventing jamming in a pellet press is achieved by systematically controlling three fundamental areas: the characteristics of your raw material, the mechanical condition of the press, and your operational settings. The core of this strategy involves ensuring your feedstock has the correct particle size and moisture content and that your die and rollers are maintained in optimal condition to allow for smooth, continuous extrusion.
Jamming is not a random mechanical failure; it is a predictable outcome of an imbalance in the pelletizing process. True prevention requires viewing the pellet press as the final stage of an integrated system, where upstream material preparation is just as critical as the press itself.

Mastering Your Raw Material: The First Line of Defense
The quality and consistency of your feedstock are the most significant factors in preventing jams. An issue that manifests in the press often originates in your material preparation stage.
The Critical Role of Particle Size
The size of your raw material particles must be significantly smaller than the diameter of the holes in your pellet die. Large particles can physically block the die inlet, creating a blockage that quickly cascades into a full-blown jam.
As a general rule, your material should be ground so that the largest particles are no more than two-thirds the diameter of the die holes. This ensures a clear path for the material to flow into and through the compression channel.
The Science of Moisture Content
Moisture is one of the most misunderstood variables in pelleting. It acts as both a lubricant and a binding agent, and finding the correct balance is essential.
Too dry (typically below 10-12% for wood biomass) leads to excessive friction and heat. This can cause the material to char and harden inside the die, creating a powerful jam that is difficult to clear.
Too wet (typically above 15-17%) prevents proper compaction. The steam generated during compression cannot escape effectively, creating back-pressure and turning the material into a paste that clogs the die instead of extruding.
Homogeneity is Non-Negotiable
An inconsistent feedstock with varying moisture levels or a wide range of particle sizes will cause unstable operation. Pockets of wet material or clusters of large particles will disrupt the steady flow and pressure within the die, leading to intermittent blockages and eventual jamming.
Optimizing Press Mechanics and Operation
Even with perfect material, a poorly maintained or incorrectly operated press will be prone to jamming.
The Die: Your Most Critical Component
The condition of the pellet die is paramount. Over time, the constant abrasion causes wear that fundamentally changes its geometry and performance.
A worn die loses the tapered shape of its inlet holes. This makes it much harder for the rollers to force material into the compression channel, significantly increasing the pressure required and the likelihood of a jam. Regularly inspect dies for wear and replace them before output drops or power consumption spikes.
Roller Gap and Condition
The gap set between the rollers and the die surface is critical. If the gap is too tight, it will cause premature wear on both the rollers and the die and can generate excessive heat. If the gap is too loose, the rollers will slip over the material instead of forcing it into the die, leading to poor compression and clogging.
Maintain a Consistent Feed Rate
Overloading the press by feeding material too quickly is a direct path to a jam. The system needs time to compress and extrude the material. A steady, controlled feed rate that matches the press's capacity ensures stable pressure and temperature, which are the cornerstones of smooth operation.
Understanding the Common Pitfalls
Avoiding jams often means avoiding common operational mistakes that create instability.
The "More Throughput" Fallacy
Attempting to boost production by simply increasing the feed rate without adjusting other parameters is the most common cause of jams. This overloads the die chamber, creating more pressure and friction than the system can handle.
Neglecting Upstream Processes
Focusing troubleshooting efforts solely on the pellet press is a critical error. A jam is often a symptom of a problem upstream—an inconsistent hammer mill, a malfunctioning dryer, or a poorly mixed batch of raw material. Always investigate the entire process chain.
Ignoring the Early Warning Signs
A press rarely jams without warning. Key indicators of an impending problem include a noticeable drop in production output, a gradual increase in the motor's power draw (amperage), or a decline in pellet quality. Addressing these signs early can prevent a costly shutdown.
How to Apply This to Your Operation
Use this as a guide to move from a reactive to a proactive approach for maintaining your pelletizing line.
- If your primary focus is consistent output: Standardize your material preparation process to ensure every batch has a consistent particle size distribution and a tightly controlled moisture content.
- If your primary focus is extending equipment life: Implement a strict schedule for inspecting and measuring die wear and checking roller gaps, replacing components before they cause operational stress.
- If you are troubleshooting frequent jams: Start your investigation at the beginning of the process—with your raw material—before you even touch the pellet press itself.
By treating pelletizing as a holistic system, you shift from reacting to jams to engineering a process for continuous, reliable production.
Summary Table:
| Prevention Area | Key Factors | Recommendations |
|---|---|---|
| Raw Material | Particle Size, Moisture Content, Homogeneity | Ensure particles ≤ 2/3 die hole diameter; maintain 10-17% moisture; use consistent feedstock |
| Press Mechanics | Die Condition, Roller Gap, Feed Rate | Inspect and replace worn dies; set proper roller gap; maintain steady feed rate |
| Operation | Avoiding Overloading, Monitoring Signs | Do not overload; watch for output drops or power increases; address upstream issues |
Struggling with pellet press jams? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver precise control and durability for your laboratory needs. Our expertise can help you optimize your pelletizing process, reduce downtime, and enhance productivity. Contact us today to learn how our solutions can benefit your operation!
Visual Guide
Related Products
- Laboratory Hydraulic Split Electric Lab Pellet Press
- Manual Laboratory Hydraulic Pellet Press Lab Hydraulic Press
- Laboratory Hydraulic Pellet Press for XRF KBR FTIR Lab Press
- Automatic Laboratory Hydraulic Press Lab Pellet Press Machine
- Automatic Laboratory Hydraulic Press for XRF and KBR Pellet Pressing
People Also Ask
- What are common lab pellet press issues? Expert Troubleshooting Guide for Reliable Material Research
- What are the common operational types of lab pellet presses? Choosing the Right Manual, Automatic, or Hydraulic System
- What are the different types of pellet-making tools available for labs? Choose the Right Press for Your Sample
- Why is precise pressure-holding control critical for biomass pellets? Master Your Densification Results
- Why is a professional laboratory pellet press required for XRF of silica sand? Achieve +/- 0.10% Precision



















