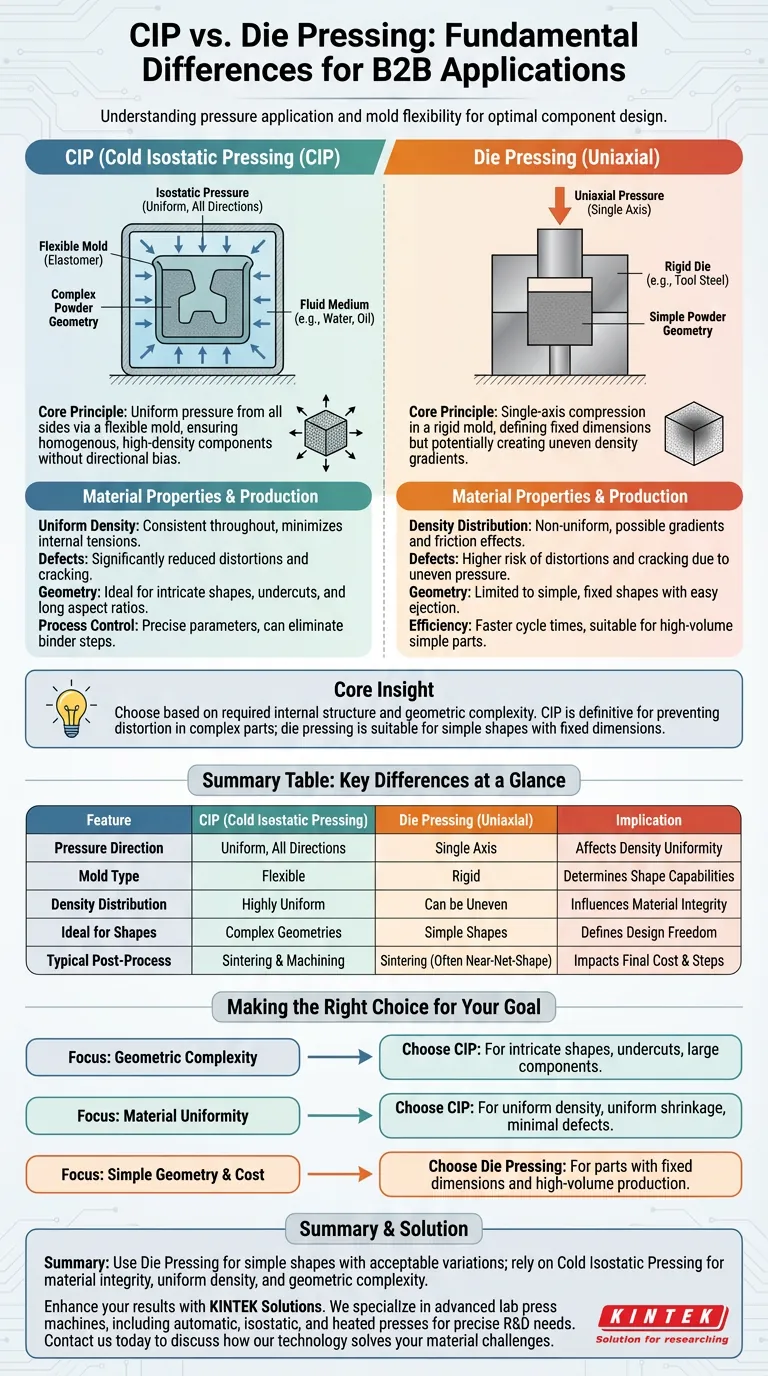
The fundamental difference lies in the direction of applied pressure and the flexibility of the mold. Die pressing (uniaxial pressing) utilizes a rigid mold and compresses powder along a single axis, which can create uneven density gradients. In contrast, Cold Isostatic Pressing (CIP) submerges a flexible mold in a fluid medium, applying uniform pressure from all directions to create a homogenous, high-density component.
Core Insight: Choose the process based on the required internal structure and geometric complexity. While die pressing is suitable for simple shapes with fixed dimensions, CIP is the definitive choice for preventing distortion in complex parts because its multi-directional pressure eliminates the density variations inherent to uniaxial compaction.

The Mechanics of Pressure Application
Uniaxial vs. Isostatic Force
Die pressing is a uniaxial process. It uses a hydraulic press to force a punch into a rigid die, compressing the material from top to bottom. This single-axis approach creates friction between the powder and the die walls.
Cold Isostatic Pressing (CIP) utilizes hydrostatic pressure. The material is sealed inside a leak-proof, flexible mold (elastomer) and immersed in a fluid, typically oil or water. The fluid transmits pressure equally to every surface of the mold simultaneously, mimicking the pressure conditions found deep underwater.
Rigid vs. Flexible Tooling
Die pressing relies on rigid molds made of tool steel or carbide. These define the fixed dimensions of the part but restrict the geometry to shapes that can be ejected vertically.
CIP employs flexible molds made from materials like urethane, rubber, or other elastomers. This flexibility allows the pressure to transfer directly to the powder, compressing it uniformly as the mold deforms, which is critical for achieving complex shapes.
Impact on Material Properties
Uniformity of Density
The most critical output difference is density distribution. In die pressing, the single-direction force often results in non-uniform particle packing; corners and edges may be less dense than the center.
CIP achieves uniform green density throughout the entire part. Because pressure strikes from all sides, the particles pack together evenly, resulting in a "green body" (unsintered part) that has consistent strength and structure.
Structural Integrity and Defects
The uneven pressure in die pressing can lead to distortions and cracking. When density is inconsistent, the part shrinks unevenly during the subsequent sintering phase, leading to potential structural defects.
CIP significantly minimizes distortions. The uniform compaction stress reduces internal tensions, preventing cracks and ensuring that the part shrinks evenly during sintering. This results in superior mechanical properties, such as improved hardness, strength, and wear resistance.
Production Capabilities and Geometry
Complexity of Shape
Die pressing is limited to simple, fixed geometries. It is ideal for parts with straightforward profiles that can be easily ejected from a rigid die.
CIP excels at producing intricate and complex geometries. The flexible mold technology allows for the creation of shapes with undercuts or long aspect ratios that would be impossible to eject from a rigid die press.
Processing Efficiency
CIP offers strong controllability over process parameters like pressure and holding time. This control allows manufacturers to achieve specific microstructures, such as fine grains, which enhance toughness.
Additionally, CIP can eliminate binder steps. In some applications, CIP removes the need for wax binders and the associated dewaxing processes required in other pressing methods, streamlining production and reducing material contamination.
Understanding the Trade-offs
Green Body vs. Final Part
It is vital to understand that CIP produces a green body, not a finished part. The compacted part typically achieves 60% to 95% of its theoretical density, depending on the material and pressure.
While the part is dense and handleable, it still requires sintering (heating) to achieve final strength. Unlike Hot Isostatic Pressing (HIP), which combines heat and pressure, CIP is a room-temperature process focused solely on compaction.
Surface Finish and Tolerance
Because CIP uses flexible molds, the surface finish and dimensional tolerances are generally not as precise as the "net shape" achieved by rigid die pressing. CIP parts often require secondary machining to reach final precise dimensions, whereas die pressed parts may not.
Making the Right Choice for Your Goal
The decision between CIP and die pressing comes down to a balance between geometric complexity and the need for structural uniformity.
- If your primary focus is Geometric Complexity: Choose CIP, as its flexible tooling allows for the production of intricate shapes, undercuts, and large components that rigid dies cannot accommodate.
- If your primary focus is Material Uniformity: Choose CIP to ensure uniform density distribution, minimize internal defects, and guarantee even shrinkage during sintering.
- If your primary focus is Simple Geometry: Choose Die Pressing for parts with simple, fixed dimensions where the cost and cycle time of isostatic pressing are not justified.
Summary: Use Die Pressing for simple shapes where minor density variations are acceptable; rely on Cold Isostatic Pressing when material integrity, uniform density, and geometric complexity are non-negotiable.
Summary Table:
| Feature | Cold Isostatic Pressing (CIP) | Die Pressing (Uniaxial) |
|---|---|---|
| Pressure Direction | Uniform, from all directions (Isostatic) | Single axis (Uniaxial) |
| Mold Type | Flexible (e.g., urethane, rubber) | Rigid (e.g., tool steel) |
| Density Distribution | Highly uniform, minimizes defects | Can have gradients and uneven density |
| Ideal for Shapes | Complex geometries, undercuts, long aspects | Simple shapes with fixed dimensions |
| Typical Post-Process | Requires sintering; secondary machining often needed | Requires sintering; often near-net-shape |
Need to produce complex, high-integrity parts with uniform density?
At KINTEK, we specialize in advanced lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the precise needs of laboratory research and development. Our Cold Isostatic Pressing (CIP) solutions deliver the material uniformity and geometric flexibility your projects demand.
Let our expertise enhance your results. Contact our team today to discuss how our pressing technology can solve your specific material challenges!
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Cylindrical Press Mold with Scale
People Also Ask
- What is the primary function of a Cold Isostatic Press (CIP) in NASICON preparation? Achieve 96% Theoretical Density
- Why is Cold Isostatic Pressing (CIP) applied after uniaxial pressing? Optimize Superconductor Precursor Density
- Why is an Isostatic Press (CIP) Necessary After Uniaxial Pressing? Achieve Transparency in Nd:Y2O3 Ceramics
- What types of equipment are available for cold isostatic pressing? Explore CIP Solutions for Labs and Production
- Why are high pressurization rates important in automated CIP systems? Achieve Superior Material Density










