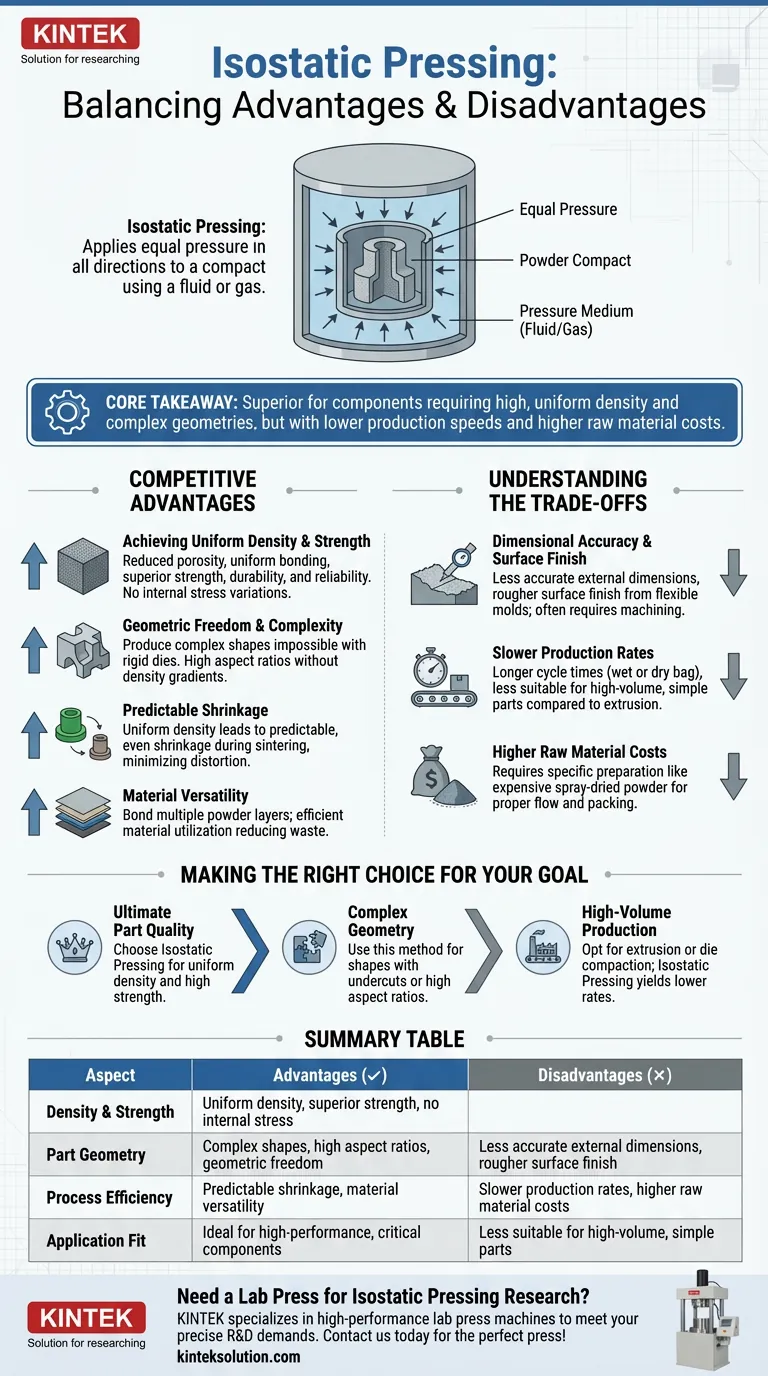
Isostatic pressing is a powder metallurgy and ceramic forming process that applies equal pressure in all directions to a compact, utilizing a fluid or gas as the pressure medium. Unlike uniaxial pressing, which exerts force from only one or two directions, isostatic pressing ensures that the powder mixture is compacted with maximum uniformity, regardless of the part's size or geometry.
Core Takeaway Isostatic pressing is the superior choice for components requiring high, uniform density and complex geometries that cannot be achieved through standard die compaction. However, this performance comes at the cost of lower production speeds, higher raw material requirements, and the frequent need for post-process machining.

The Competitive Advantages
Achieving Uniform Density and Strength
The primary benefit of isostatic pressing is its ability to reduce porosity and achieve high compact densities. Because pressure is applied hydrostatically (equally from all sides), the material bonds uniformly.
This uniformity eliminates the internal stress variations often seen in rigid die compaction. Consequently, parts exhibit superior strength, durability, and reliability, which are prerequisites for high-performance applications.
Geometric Freedom and Complexity
This method removes many constraints on part geometry. Since the pressure is omnidirectional, manufacturers can produce complex shapes that would be impossible to eject from a rigid die.
It also allows for the creation of compacts with high aspect ratios (long and thin parts) without the density gradients that typically occur in conventional pressing.
Predictable Shrinkage
Because the density is uniform throughout the "green" (unfired) part, the shrinkage that occurs during sintering or firing is highly predictable and even.
This results in very little distortion during the firing process, ensuring the final component retains its intended proportions.
Material Versatility
Isostatic pressing allows for the bonding of multiple layers of different powders within a single compact.
It also ensures efficient material utilization, reducing waste compared to subtractive manufacturing methods.
Understanding the Trade-offs
Dimensional Accuracy and Surface Finish
While the internal structure is precise, the external dimensions are less accurate, particularly on surfaces adjacent to the flexible mold or bag.
Because the mold is flexible, the surface finish is generally rougher than what is achieved with rigid steel dies. This often necessitates subsequent finishing or machining to achieve the final required tolerances.
Slower Production Rates
Isostatic pressing is generally a slower process compared to high-volume methods like extrusion or die compaction.
Whether using "wet bag" (batch) or "dry bag" (semi-automatic) variations, the cycle times are longer, making it less suitable for mass-producing simple, low-cost parts.
Higher Raw Material Costs
To ensure the process works effectively—especially in automatic presses—the feedstock often requires specific preparation.
The process frequently necessitates the use of spray-dried powder to ensure proper flow and packing. This specialized powder preparation is relatively expensive compared to standard powder mixes.
Making the Right Choice for Your Goal
- If your primary focus is ultimate part quality: Choose isostatic pressing to achieve uniform density and high strength in critical, high-stress components.
- If your primary focus is complex geometry: Use this method to produce shapes with undercuts or high aspect ratios that standard rigid dies cannot handle.
- If your primary focus is high-volume production: Opt for extrusion or die compaction, as isostatic pressing yields lower production rates and requires more secondary machining.
Isostatic pressing bridges the gap between design freedom and structural integrity, offering a solution for parts where internal consistency is non-negotiable.
Summary Table:
| Aspect | Advantages | Disadvantages |
|---|---|---|
| Density & Strength | Uniform density, superior strength, no internal stress | - |
| Part Geometry | Complex shapes, high aspect ratios, geometric freedom | Less accurate external dimensions, rougher surface finish |
| Process Efficiency | Predictable shrinkage, material versatility | Slower production rates, higher raw material costs |
| Application Fit | Ideal for high-performance, critical components | Less suitable for high-volume, simple parts |
Need a Lab Press for Isostatic Pressing Research?
Isostatic pressing is essential for creating parts with uniform density and complex geometries. KINTEK specializes in high-performance lab press machines, including isostatic presses, designed to meet the precise demands of your research and development.
Our equipment helps you achieve the superior material properties and design freedom discussed in this article. Whether you're developing new materials or prototyping complex components, KINTEK provides the reliable, precise pressing solutions your laboratory needs.
Explore the potential of isostatic pressing in your lab. Contact KINTEK today to discuss your specific requirements and find the perfect press for your application!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the role of the flexible material in warm isostatic pressing? Key to Uniform Density & Precision
- What are the advantages of using a Warm Isostatic Press (WIP) for batteries? Achieve Superior Interface Contact
- What is the significance of temperature control in Warm Isostatic Pressing? Unlock Uniform Densification and Process Stability
- Why must composite cathodes be sealed in vacuum lamination bags for WIP? Ensure Battery Stability and Density
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology



















