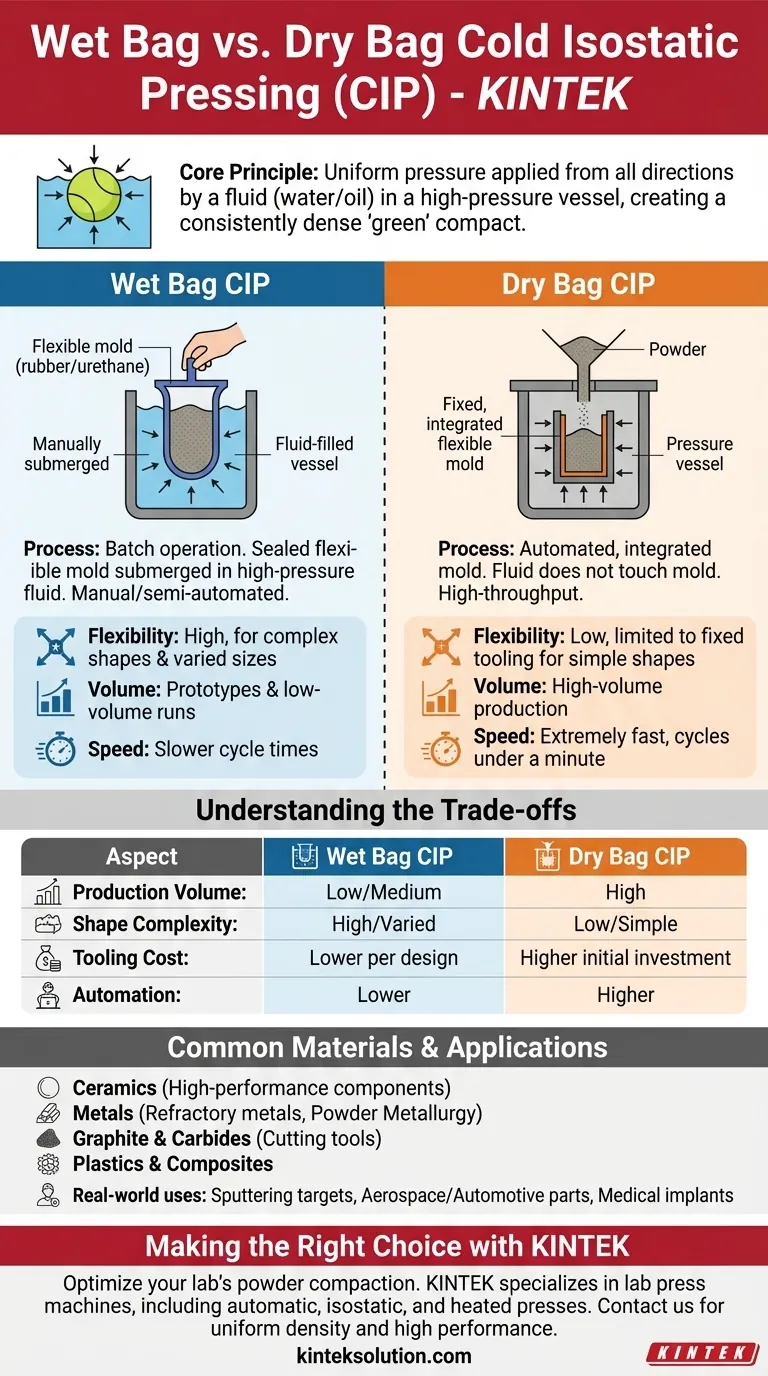
In Cold Isostatic Pressing (CIP), the two primary methods are Wet Bag and Dry Bag. Wet Bag CIP involves sealing powdered material in a flexible mold, submerging it in a high-pressure fluid vessel, and applying uniform pressure. In contrast, Dry Bag CIP integrates the flexible mold into the pressure vessel itself, allowing for a more automated process where the powder is filled and pressed in place.
The core difference lies in their operational model: Wet Bag CIP offers maximum flexibility for varied or complex parts, making it ideal for prototypes and small batches. Dry Bag CIP is built for speed and automation, perfectly suited for high-volume production of simpler, standardized shapes.

The Core Principle of CIP
Cold Isostatic Pressing is a powder compaction method used to create a solid object, known as a "green" compact, before a final heating step like sintering.
How Isostatic Pressure Works
The process uses an incompressible fluid (usually water or oil) inside a high-pressure vessel to exert uniform pressure on the sample from all directions. Imagine squeezing a tennis ball submerged in water—the pressure is applied evenly across its entire surface.
This uniform pressure compacts the powder into a shape with very consistent density. This high green strength and density uniformity are critical for producing high-performance components with minimal internal defects.
The Wet Bag CIP Process
The Wet Bag method is the more traditional and flexible of the two techniques. Its name comes from the fact that the mold comes into direct contact with the pressurizing fluid.
How It Works
The process is a manual or semi-automated batch operation. First, the powder is filled and sealed inside a flexible, watertight mold made of rubber or urethane. This sealed mold is then submerged into the fluid-filled pressure vessel. Finally, the vessel is sealed and pressurized, compacting the part.
Key Characteristics
Wet Bag CIP is highly versatile. Because the mold is an independent tool, it can be used to produce a wide variety of shapes and sizes in a single press, including highly complex geometries. This makes it ideal for research and development, prototyping, and low-volume production runs.
The Dry Bag CIP Process
The Dry Bag method is engineered for high-throughput manufacturing and automation. The "dry" refers to the fact that the powder-filled mold does not come into direct contact with the pressurizing fluid.
How It Works
In this setup, the flexible mold is a permanent fixture built directly into the wall of the pressure vessel. The process is automated: powder is filled into the mold cavity from the top, the press seals itself, and pressure is applied to the outside of the integrated mold. The compacted part is then ejected, and the cycle repeats.
Key Characteristics
This method is extremely fast, with cycle times often under a minute. Its design is optimized for producing large quantities of relatively simple, consistent shapes like tubes or rods. It is the dominant choice for mass production environments.
Understanding the Trade-offs
Choosing between Wet Bag and Dry Bag CIP is a decision driven by production goals, part complexity, and budget. Neither is inherently superior; they are simply suited for different tasks.
Production Volume and Speed
Dry Bag is the clear winner for high-volume manufacturing due to its rapid, automated cycles. Wet Bag is a batch process and is significantly slower, making it better for one-offs or small production runs.
Shape Complexity and Flexibility
Wet Bag offers unparalleled flexibility. You can press multiple parts of different sizes and complex shapes in a single cycle. Dry Bag is limited to the single shape of its integrated tooling, making it much more rigid.
Tooling and Automation
Wet Bag tooling is simpler and less expensive per design, but the process requires more manual labor. Dry Bag systems require a higher initial investment in automated machinery and integrated tooling but offer much lower labor costs per part at scale.
Common Materials and Applications
CIP is a vital step in manufacturing advanced components across numerous industries, used to compact a wide range of powdered materials.
Materials Suited for CIP
The process is effective for materials that can be formed into a stable green compact. Common examples include:
- Ceramics: For high-performance components.
- Metals: Including refractory metals like tungsten and molybdenum.
- Powdered Metallurgy: For creating parts like bearings and gears.
- Graphite & Carbides: Used for cutting tools and high-wear parts.
- Plastics & Composites: For specialized applications.
Real-World Industry Uses
CIP is critical for producing sputtering targets for the electronics industry, components for the aerospace and automotive sectors, and implants for the medical field. The high, uniform density it achieves is essential for parts that must perform under extreme conditions.
Making the Right Choice for Your Goal
Your specific manufacturing needs will determine which CIP method is appropriate.
- If your primary focus is R&D, prototyping, or producing complex parts in low volumes: Wet Bag CIP offers the necessary design freedom and flexibility.
- If your primary focus is high-volume, automated production of standardized parts: Dry Bag CIP delivers the speed, repeatability, and efficiency required.
- If your primary focus is achieving maximum uniform density before sintering: Both methods excel, so the decision should be based on your required production scale and part geometry.
Understanding the distinct capabilities of each method empowers you to select the precise manufacturing process for your technical and business objectives.
Summary Table:
| Aspect | Wet Bag CIP | Dry Bag CIP |
|---|---|---|
| Process Type | Batch operation, mold submerged in fluid | Automated, integrated mold in vessel |
| Best For | Prototypes, complex shapes, low volume | High-volume production, simple shapes |
| Flexibility | High, handles varied sizes and geometries | Low, limited to fixed tooling |
| Speed | Slower, manual steps | Faster, cycle times under a minute |
| Tooling Cost | Lower per design, simpler molds | Higher initial investment, automated systems |
Ready to optimize your lab's powder compaction process? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored for laboratory needs. Whether you're in R&D or high-volume production, our solutions ensure uniform density and high performance. Contact us today to discuss how we can enhance your efficiency and results!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
















