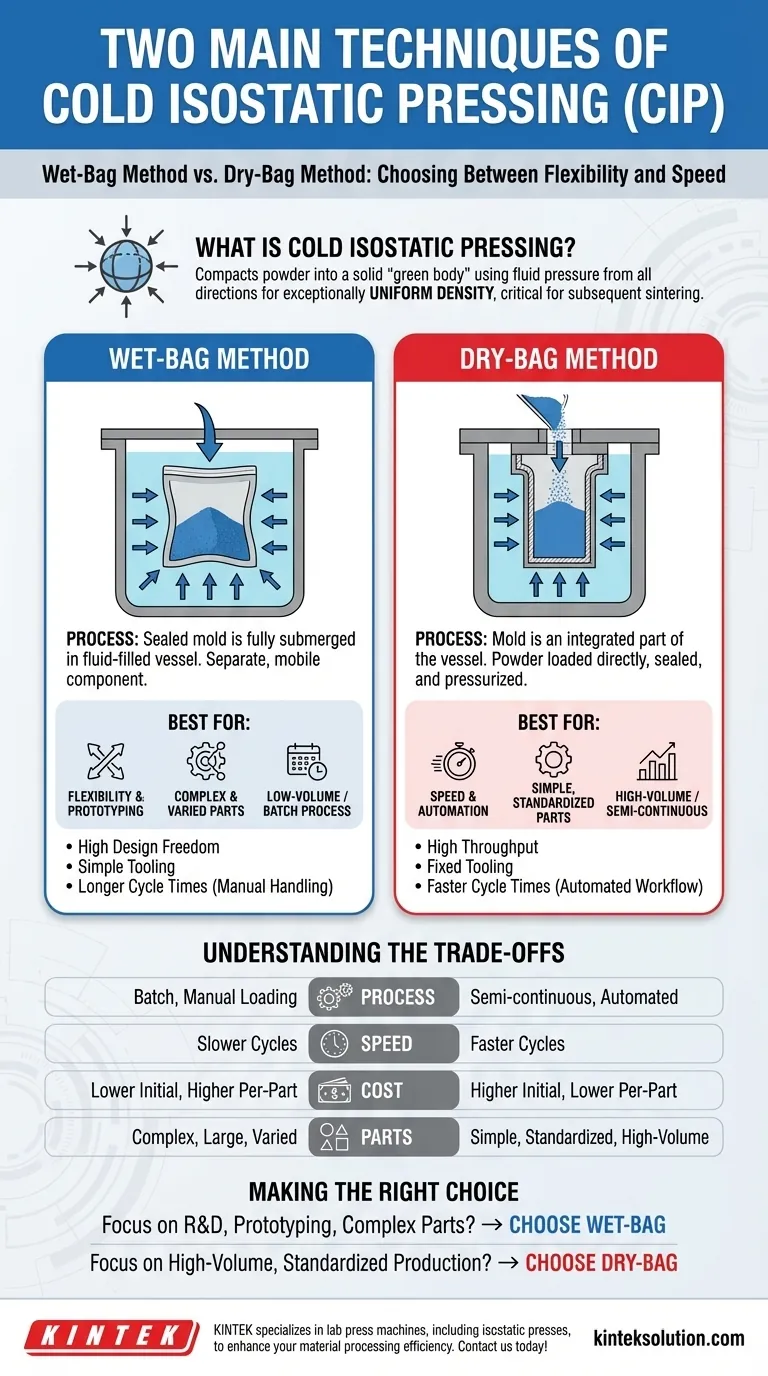
The two primary techniques used in Cold Isostatic Pressing (CIP) are the wet-bag method and the dry-bag method. The fundamental difference lies in how the powder-filled mold interacts with the pressure vessel: in the wet-bag process, a sealed mold is fully submerged in a fluid-filled vessel, while in the dry-bag process, the mold is an integrated part of the vessel itself.
Choosing between wet-bag and dry-bag CIP is a strategic decision between manufacturing flexibility and production speed. Wet-bag is ideal for complex or varied parts, while dry-bag is built for high-volume, automated production of standardized components.

What is Cold Isostatic Pressing?
Cold Isostatic Pressing is a material processing technique that compacts powders into a solid mass before final heat treatment. It uses a liquid to apply extreme, uniform pressure from all directions simultaneously.
The Fundamental Goal: Uniform Density
The core purpose of CIP is to create a pre-sintered component, known as a "green body," with exceptionally uniform density. Unlike traditional uniaxial pressing, which compacts from one or two directions, the isostatic (equal from all sides) pressure eliminates density variations within the part.
Why Uniform Density Matters
This consistency is critical for subsequent manufacturing steps, primarily sintering or Hot Isostatic Pressing (HIP). A uniformly dense green body shrinks predictably and evenly during heating, resulting in a final product with reliable dimensions and minimal internal stress or defects. This makes CIP essential for high-performance materials like ceramics, metals, composites, and graphite.
Deconstructing the Two CIP Methods
While both methods achieve uniform compaction, their operational mechanics are designed for very different production environments.
The Wet-Bag Method: Flexibility and Prototyping
In the wet-bag technique, the powder is first loaded into a flexible, watertight mold, which is then sealed. This entire sealed mold assembly is placed into a pressure vessel filled with a liquid, such as water or oil. The vessel is then pressurized, compacting the part.
Because the mold is a separate, mobile component, this method is exceptionally versatile. It can accommodate a wide variety of part shapes and sizes, making it perfect for research, prototyping, and small production runs of complex components.
The Dry-Bag Method: Speed and Automation
With the dry-bag method, the flexible mold is a permanent fixture integrated directly into the wall of the pressure vessel. Powder is loaded into the top of the mold, the vessel is sealed, and pressure is applied.
This design eliminates the need to submerge and retrieve the mold, dramatically increasing cycle times. It is easily automated, making dry-bag CIP the standard for high-volume manufacturing of simpler, standardized shapes like tubes or insulators.
Understanding the Trade-offs: Wet-Bag vs. Dry-Bag
Selecting the correct method requires a clear understanding of your project's goals regarding volume, complexity, and cost.
Production Volume and Speed
Wet-bag is inherently a batch process. Its cycle times are longer due to the manual loading and unloading of molds from the pressure vessel, making it suitable for low-volume work.
Dry-bag is a semi-continuous process designed for speed. Its streamlined, automated workflow is optimized for high-throughput, industrial-scale production.
Part Complexity and Size
Wet-bag excels at producing large and geometrically complex parts. The tooling is relatively simple and can be easily created for unique shapes, offering maximum design freedom.
Dry-bag is more constrained by its fixed tooling. It is most efficient for producing high quantities of parts with relatively simple, repeatable geometries.
Tooling and Operational Costs
Wet-bag systems generally have a lower initial capital investment. However, the manual labor involved results in a higher cost per part.
Dry-bag systems require a significant upfront investment in specialized, automated machinery. This cost is offset by extremely low per-part costs when operating at high volumes.
Making the Right Choice for Your Goal
Your specific manufacturing needs will determine the ideal CIP technique for your application.
- If your primary focus is R&D, prototyping, or producing complex, low-volume parts: Wet-bag CIP offers the necessary design flexibility and lower initial tooling cost.
- If your primary focus is high-volume production of standardized components: Dry-bag CIP provides the speed, automation, and low per-unit cost required for mass manufacturing.
By understanding this core trade-off between flexibility and automation, you can confidently select the right pressing method to achieve your material consolidation goals.
Summary Table:
| Aspect | Wet-Bag Method | Dry-Bag Method |
|---|---|---|
| Process | Mold submerged in fluid | Mold integrated into vessel |
| Best For | Complex parts, prototyping | High-volume, automated production |
| Speed | Slower, batch process | Faster, semi-continuous |
| Cost | Lower initial, higher per-part | Higher initial, lower per-part |
Need help selecting the right CIP method for your lab? KINTEK specializes in lab press machines, including isostatic presses, to enhance your material processing efficiency. Whether you're prototyping with wet-bag or scaling production with dry-bag, our solutions deliver uniform density and reliable results for ceramics, metals, and composites. Contact us today to discuss your specific requirements and boost your lab's performance!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
















