In Cold Isostatic Pressing (CIP), the pressurization and depressurization cycles are the core mechanical actions that transform a loose powder into a solid, handleable object. During pressurization, a high-pressure fluid is pumped into a chamber to uniformly compress a powder held within a flexible mold. The depressurization cycle then carefully releases this pressure, allowing the newly formed, solid "green" part to be safely removed without fracturing.
The key is understanding that these are not simple on/off cycles. They are a precisely controlled sequence engineered to achieve uniform density and part integrity by managing how pressure is applied and, more critically, how it is released.

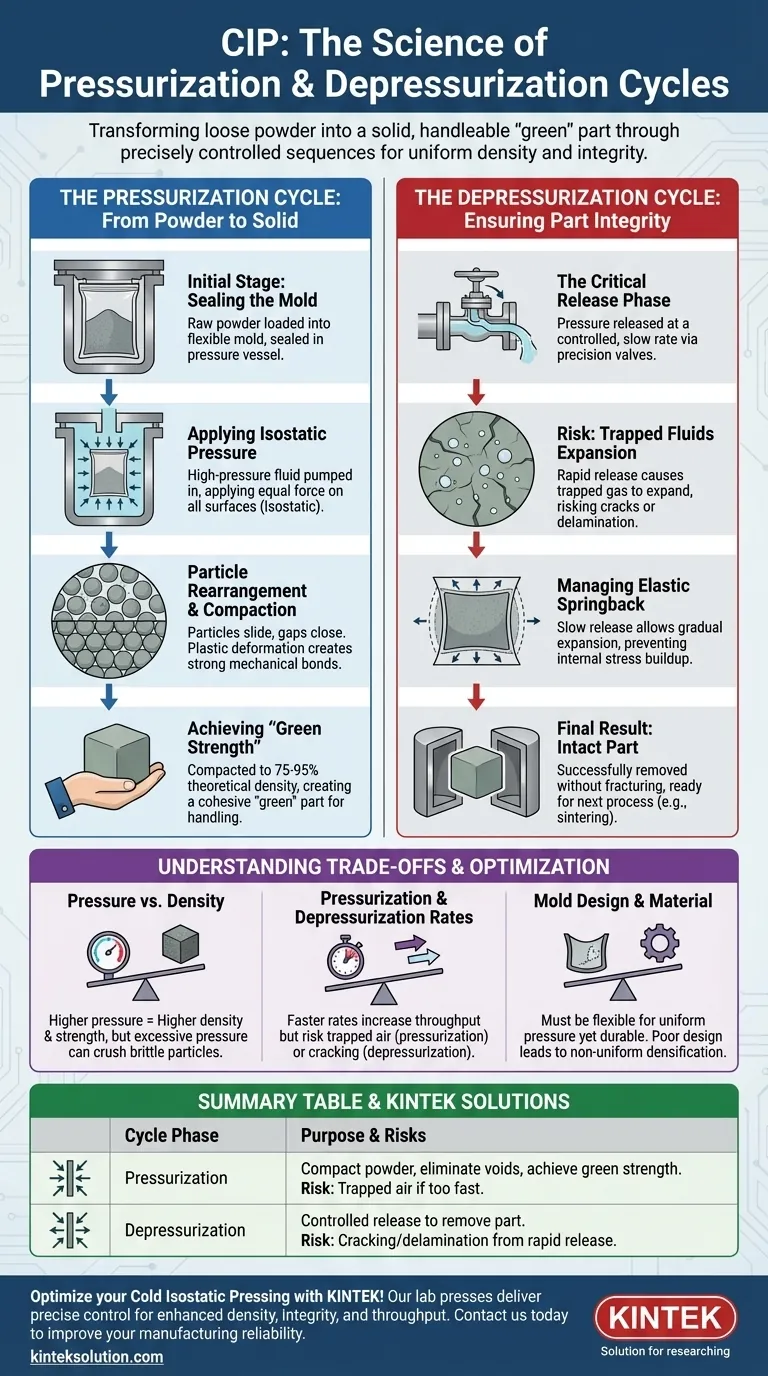
The Pressurization Cycle: From Powder to Solid
The pressurization cycle is where the fundamental compaction occurs. Its goal is to eliminate voids between powder particles and create a cohesive part with sufficient strength for handling.
The Initial Stage: Sealing the Mold
Before the cycle begins, the raw material powder is loaded into a flexible, watertight mold, typically made of an elastomer like polyurethane or rubber. This mold is then sealed and placed inside the steel pressure vessel of the CIP unit.
Applying Isostatic Pressure
The cycle starts as a liquid medium—usually water with rust-inhibiting and lubricating additives—is pumped into the pressure vessel. Because the pressure is transmitted by a fluid, it is applied with equal force on all surfaces of the mold. This is the meaning of isostatic, and it is the primary advantage of CIP, ensuring uniform compaction from all directions.
Particle Rearrangement and Compaction
As pressure builds, two things happen to the powder. First, particles slide and rearrange themselves, closing the large gaps and pores. As pressure continues to increase, the particles themselves begin to deform plastically at their contact points, creating strong mechanical bonds that lock them together.
Achieving "Green Strength"
This process compacts the powder to a specific target green density, which is typically 75-95% of the material's final theoretical density. The resulting solid part is known as a "green" part, possessing enough mechanical integrity, or green strength, to be handled, machined, or moved to the next process, which is usually sintering.
The Depressurization Cycle: Ensuring Part Integrity
This cycle is often more critical and technically challenging than pressurization. Releasing immense pressure too quickly can easily destroy the part that was just created.
The Critical Release Phase
Depressurization is not an instantaneous event. The pressure must be released at a controlled, often slow, rate. This is managed by precision valves that gradually vent the high-pressure fluid from the vessel.
The Risk of Trapped Fluids
The primary danger during depressurization is the expansion of any gas (usually air) trapped in the remaining microscopic pores of the green part. If the external pressure is released too quickly, this trapped internal pressure can cause the part to crack, delaminate, or even burst.
Managing Elastic Springback
Both the compacted powder and the flexible mold have a degree of elasticity. As the external pressure is removed, they will expand slightly in a phenomenon called elastic springback. A slow, controlled depressurization allows this expansion to occur gradually, preventing the buildup of internal stresses that could lead to fractures.
Understanding the Trade-offs and Pitfalls
Optimizing a CIP cycle is a balancing act between quality, speed, and cost. Understanding the key parameters is essential for success.
Pressure Level vs. Density
Higher pressure generally leads to a higher green density and stronger parts. However, there are diminishing returns, and excessive pressure can sometimes crush brittle powder particles, creating defects. Each material has an optimal pressure range.
Pressurization Rate
A faster pressurization rate increases throughput but can be problematic. If pressure is applied too quickly, air may not have enough time to escape the powder mass, leading to trapped gas and low-density spots.
Depressurization Rate: The Most Common Failure Point
This is the most critical process parameter. A rapid depressurization cycle dramatically increases the risk of cracking and part failure. However, a very slow cycle reduces productivity. Finding the fastest possible rate that still guarantees part integrity is a key goal of process optimization.
Mold Design and Material
The mold is not just a container; it is an active tool. It must be flexible enough to transmit pressure uniformly but durable enough to withstand thousands of cycles without tearing or degrading. Poor mold design can lead to non-uniform densification.
Optimizing the Cycle for Your Goal
The ideal parameters for your CIP cycle depend entirely on your end goal.
- If your primary focus is maximum part integrity: Prioritize a slow, highly controlled depressurization rate to eliminate any risk of internal cracking from trapped air or elastic springback.
- If your primary focus is achieving high density: Concentrate on reaching the optimal peak pressure for your specific powder material while allowing sufficient hold time for compaction to complete.
- If your primary focus is increasing production throughput: Methodically test incrementally faster pressurization and depressurization rates, while performing rigorous quality control to identify the precise point where defects begin to appear.
Mastering the interplay between these cycles is the key to leveraging Cold Isostatic Pressing for reliable, high-quality component manufacturing.
Summary Table:
| Cycle Phase | Key Process | Purpose | Common Risks |
|---|---|---|---|
| Pressurization | High-pressure fluid uniformly compacts powder in a flexible mold | Eliminate voids, achieve green density and strength | Trapped air, non-uniform compaction if too fast |
| Depressurization | Controlled release of pressure to remove the green part | Prevent cracking and ensure part integrity | Rapid release causing fractures or delamination |
Optimize your Cold Isostatic Pressing process with KINTEK! Our lab press machines, including automatic and isostatic presses, deliver precise control over pressurization and depressurization cycles to enhance part density, integrity, and throughput for your laboratory needs. Contact us today to discuss how our solutions can improve your manufacturing reliability and efficiency.
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
















