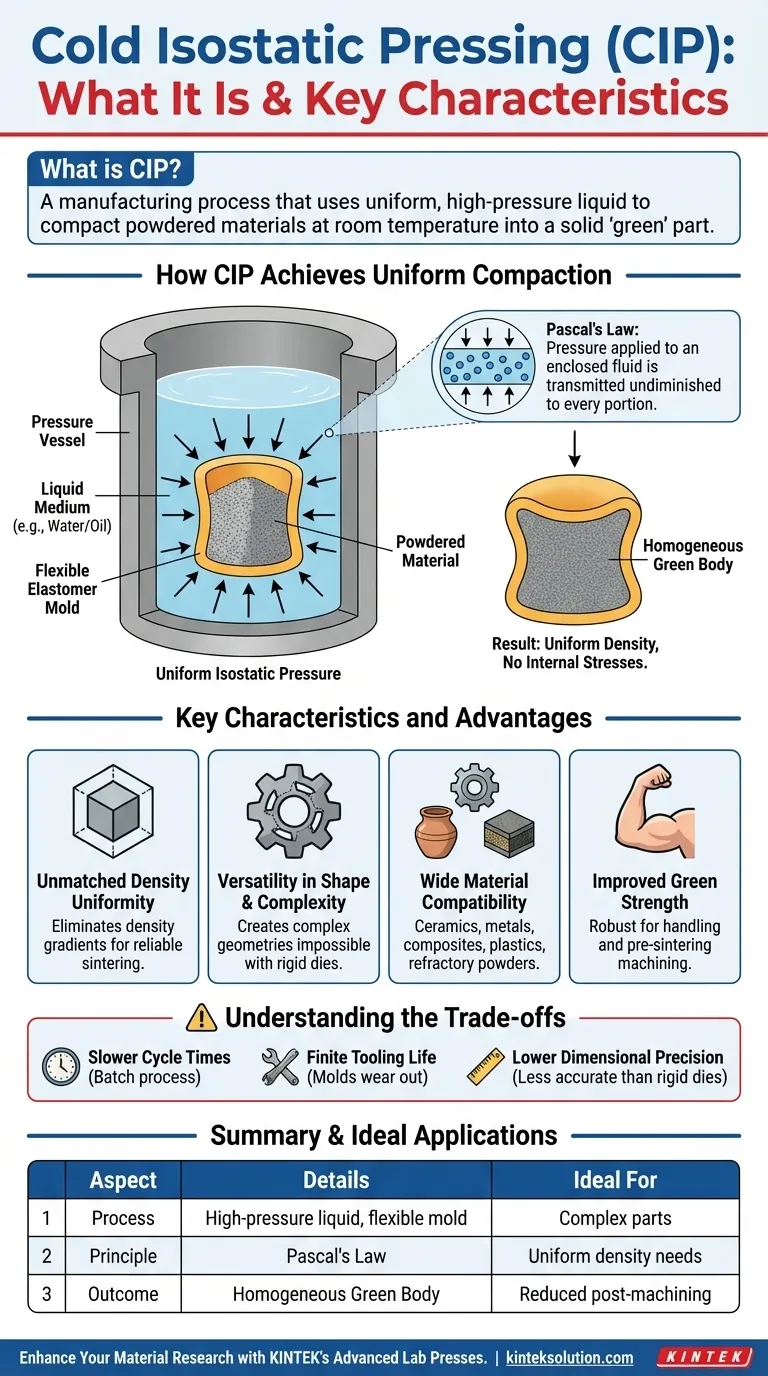
Cold Isostatic Pressing (CIP) is a manufacturing process that uses uniform, high-pressure liquid to compact powdered materials at room temperature. The powder is sealed inside a flexible, elastomer mold which is then submerged in a fluid-filled pressure vessel. This method produces a solid "green" part with exceptionally high and uniform density, preparing it for subsequent processes like sintering.
The core advantage of CIP is not just compaction, but uniform compaction. By leveraging liquid pressure that acts equally on all surfaces, the process eliminates the density variations and internal stresses inherent in traditional pressing methods, making it ideal for complex shapes.

How CIP Achieves Uniform Compaction
The effectiveness of Cold Isostatic Pressing is rooted in a fundamental principle of fluid dynamics and the use of specialized tooling. This combination is what sets it apart from other powder consolidation techniques.
The Principle of Pascal's Law
At its heart, CIP operates on Pascal's Law. This principle states that pressure applied to an enclosed, incompressible fluid is transmitted undiminished to every portion of the fluid and the walls of the containing vessel.
In the context of CIP, the liquid medium (typically water or oil) inside the pressure vessel transmits the hydraulic force equally and simultaneously to every point on the surface of the flexible mold.
The Role of the Flexible Mold
The powder is contained within a sealed, pliant mold made of materials like urethane or rubber. This elastomer mold is designed to deform easily under pressure without tearing.
As the liquid pressure increases, the mold collapses inward, transferring the isostatic (uniform) pressure directly to the powder within. This ensures the material is compacted from all directions at once.
The Result: A Homogeneous Green Body
The outcome of this process is a "green body"—an unsintered part—with highly uniform density. Unlike uniaxial pressing, where friction with the die walls creates density gradients, CIP produces a completely homogeneous structure.
This uniformity is critical because it leads to predictable and consistent shrinkage during the final sintering or Hot Isostatic Pressing (HIP) stage, reducing part distortion and failure rates.
Key Characteristics and Advantages
CIP is chosen for specific applications where its unique characteristics provide a distinct engineering advantage.
Unmatched Density Uniformity
This is the primary benefit. By eliminating density gradients, CIP produces parts that sinter more reliably and exhibit superior final mechanical properties.
Versatility in Shape and Complexity
Because the pressure is applied by a fluid, CIP is not limited by the linear motion of a mechanical press. It can produce parts with complex geometries, undercuts, and hollow sections that are impossible to create with rigid dies.
Wide Material Compatibility
The process is highly effective for a vast range of materials. It is widely used to consolidate ceramics, metals, composites, plastics, and refractory powders.
Improved Green Strength
The high, uniform compaction results in a green body with significantly more strength than loose powder or a lightly pressed part. This makes the components robust enough to be handled, loaded into furnaces, or even lightly machined before final sintering.
Understanding the Trade-offs
While powerful, CIP is not the universal solution for all powder compaction needs. Understanding its limitations is key to making an informed decision.
Tooling Longevity and Cost
The flexible elastomer molds are the primary tooling for CIP. They are subject to wear and fatigue from repeated high-pressure cycles and have a finite lifespan. This can make the tooling cost per part higher than that of hardened steel dies used in uniaxial pressing.
Slower Cycle Times
CIP is typically a batch process. Loading the molds, sealing them, running the pressure cycle, and de-molding the parts takes considerably more time than the high-speed, automated nature of conventional mechanical pressing.
Lower Dimensional Precision
While excellent for complex shapes, the flexibility of the mold means that the dimensional accuracy of the green part is less precise than what can be achieved with rigid die sets. The final dimensions are highly dependent on the consistency of the powder fill and the behavior of the mold.
Making the Right Choice for Your Goal
Selecting a manufacturing process depends entirely on your project's priorities.
- If your primary focus is high-volume production of simple shapes: Traditional uniaxial or die pressing is likely more cost-effective due to its speed and automation potential.
- If your primary focus is creating complex parts with uniform density: CIP is the superior choice, especially for components that require predictable shrinkage and high final performance after sintering.
- If your primary focus is minimizing post-process machining on a complex part: CIP produces an excellent near-net-shape green body, significantly reducing the material that needs to be removed in final machining stages.
Ultimately, Cold Isostatic Pressing is a foundational tool for creating high-quality, advanced materials where internal integrity is paramount.
Summary Table:
| Aspect | Details |
|---|---|
| Process | Uses high-pressure liquid in a flexible mold at room temperature |
| Key Principle | Pascal's Law for uniform pressure application |
| Main Advantages | High density uniformity, complex shape capability, wide material compatibility |
| Limitations | Higher tooling costs, slower cycle times, lower dimensional precision |
| Ideal Applications | Complex parts requiring uniform density, reduced post-machining |
Need precise and reliable lab press solutions for your complex material needs? KINTEK specializes in advanced lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored for laboratory environments. Our equipment ensures uniform compaction and high-density results, helping you achieve superior part integrity and efficiency. Contact us today to discuss how our solutions can enhance your manufacturing processes!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More









