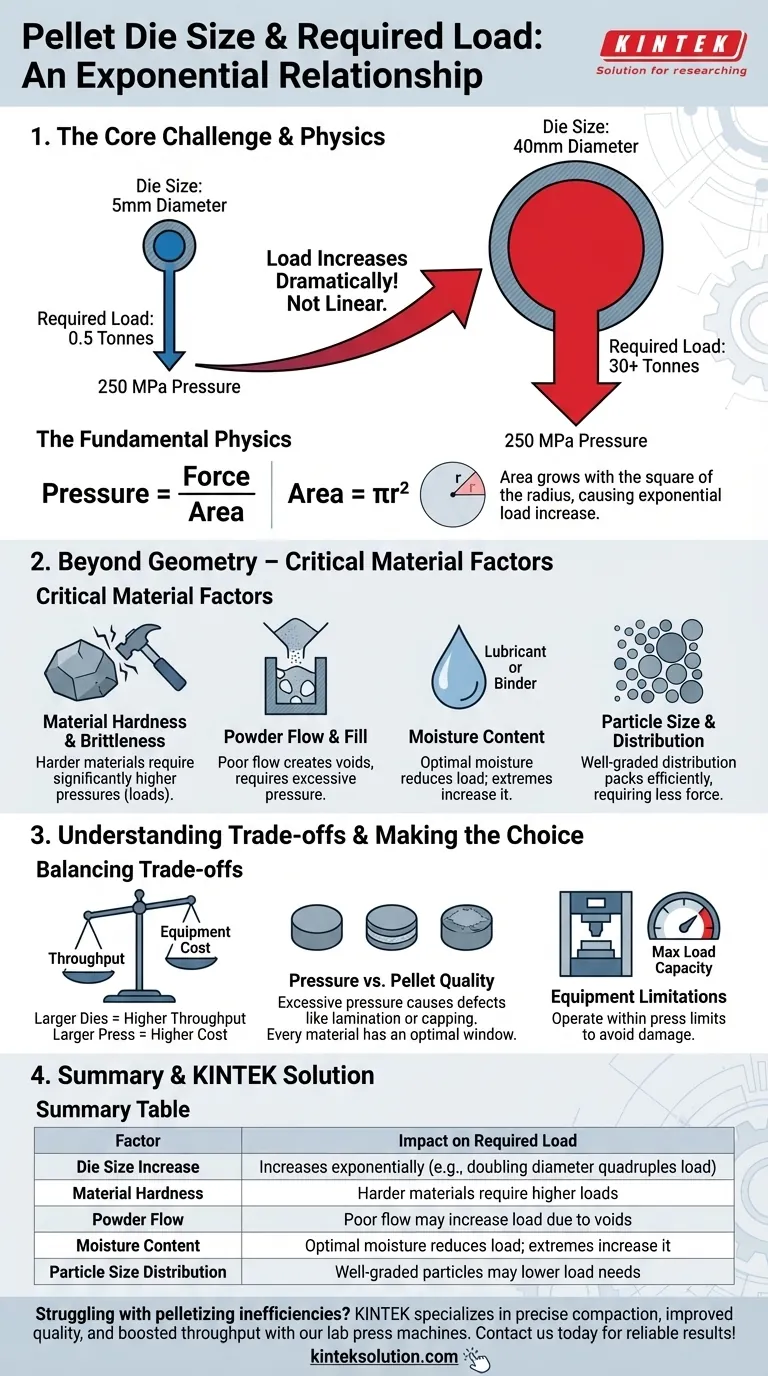
To achieve a specific compaction pressure, the required load increases dramatically as the pellet die size increases. This relationship is not linear; because pressure is defined as force distributed over an area, and area grows with the square of the die's radius, a small increase in diameter necessitates a much larger increase in applied force. For example, achieving a pressure of 250 MPa might require only 0.5 tonnes of force in a 5 mm die, but over 30 tonnes in a 40 mm die.
The core challenge in pelletizing is balancing throughput with equipment capability. While a larger die produces more material, it demands an exponentially higher load, which can easily exceed the limits of your press.

The Fundamental Physics: Pressure, Force, and Area
The relationship between die size and load is governed by a simple but critical physics principle. Understanding this is the first step to controlling your process.
Defining the Core Equation
The entire concept hinges on the definition of pressure: Pressure = Force / Area. In this context, "Force" is the load applied by your press, and "Area" is the cross-sectional area of your pellet die.
Why Load Increases Exponentially
The area of a circular die is calculated using the formula A = πr². This means the area does not scale linearly with the diameter, but with the square of the radius.
If you double the diameter of your die, you quadruple its surface area. Therefore, to achieve the same internal pressure, you must apply four times the force.
A Practical Example
The reference values clearly illustrate this scaling effect. A 40 mm die has a diameter 8 times larger than a 5 mm die.
Its area, however, is 64 times greater. This is why the required load jumps from a manageable 0.5 tonnes to a massive 30+ tonnes to achieve the exact same internal compaction pressure of 250 MPa.
Beyond Geometry: Critical Material Factors
Die size is the most significant variable, but the material itself plays a crucial role. Ignoring these factors can lead to inconsistent results and process failure, even with the correct load calculation.
Material Hardness and Brittleness
Harder, more brittle materials resist deformation. They require significantly higher pressures—and therefore higher loads—to compact and form a stable pellet compared to softer, more ductile materials.
Powder Flow and Fill
The ability of your powder to flow evenly and pack densely within the die before compression is critical. Poor-flowing powders can create voids, leading to lower-density pellets or requiring excessive pressure to compensate.
Moisture Content
Moisture can act as either a lubricant or a binder. A small, controlled amount of moisture can help particles slide past each other and bond, reducing the required load. Too much or too little can drastically increase the necessary force or result in a weak pellet.
Particle Size and Distribution
A powder with a well-graded distribution of particle sizes will often pack more efficiently than a powder with uniform particles. The smaller particles fill the gaps between the larger ones, creating a denser starting point that requires less force to fully compact.
Understanding the Trade-offs
Choosing a die size is not just a mathematical exercise; it's a strategic decision based on balancing competing priorities.
Throughput vs. Equipment Cost
The primary trade-off is production speed versus capital investment. Larger dies offer higher throughput, but the press required to generate the necessary multi-tonnage load is significantly larger, more complex, and more expensive.
Pressure vs. Pellet Quality
Simply applying more force is not always the solution. Excessive pressure can introduce stress into the material, causing defects like lamination (internal horizontal cracks) or capping (the top of the pellet breaking off). Each material has an optimal pressure window.
Equipment Limitations
Your press has a maximum load capacity. You must operate within this limit. Attempting to use a die that is too large for your press will either fail to achieve the target pressure or, worse, damage your equipment.
Making the Right Choice for Your Goal
Your optimal setup depends entirely on your objective. Use these guidelines to inform your decision.
- If your primary focus is lab-scale research: Use a smaller die (e.g., 5-13 mm) to achieve very high pressures with a low-tonnage, affordable laboratory press.
- If your primary focus is high-volume production: Invest in a high-tonnage industrial press that can safely handle the massive loads required by the larger dies necessary for high throughput.
- If you are struggling with inconsistent pellets: Before increasing load or changing die size, first investigate and control your material properties, especially moisture content and particle distribution.
Ultimately, mastering your pelletizing process comes from understanding this balance between die geometry, applied force, and material science.
Summary Table:
| Factor | Impact on Required Load |
|---|---|
| Die Size Increase | Load increases exponentially (e.g., doubling diameter quadruples load) |
| Material Hardness | Harder materials require higher loads |
| Powder Flow | Poor flow may increase load due to voids |
| Moisture Content | Optimal moisture can reduce load; extremes increase it |
| Particle Size Distribution | Well-graded particles may lower load needs |
Struggling with pelletizing inefficiencies? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet your laboratory needs. Our equipment helps you achieve precise compaction pressures, improve pellet quality, and boost throughput—contact us today via our contact form to discuss how we can optimize your process and deliver reliable results!
Visual Guide
Related Products
- XRF KBR Steel Ring Lab Powder Pellet Pressing Mold for FTIR
- Lab XRF Boric Acid Powder Pellet Pressing Mold for Laboratory Use
- Lab Ring Press Mold for Sample Preparation
- XRF KBR Plastic Ring Lab Powder Pellet Pressing Mold for FTIR
- Lab Infrared Press Mold for No Demolding
People Also Ask
- Why are pellets used in XRF analysis, and what is their limitation? Boost Accuracy and Speed in Your Lab
- What are the differences between manual and automatic XRF pellet presses? Choose the Right Press for Your Lab's Needs
- How are pellets prepared for XRF analysis and what is a potential drawback? Master XRF Sample Prep and Accuracy
- What are the main methods for preparing XRF pellets? Boost Accuracy and Efficiency in Your Lab
- What load range is typical for creating XRF pellets? Optimize Your Sample Prep with the Right Pressure



















