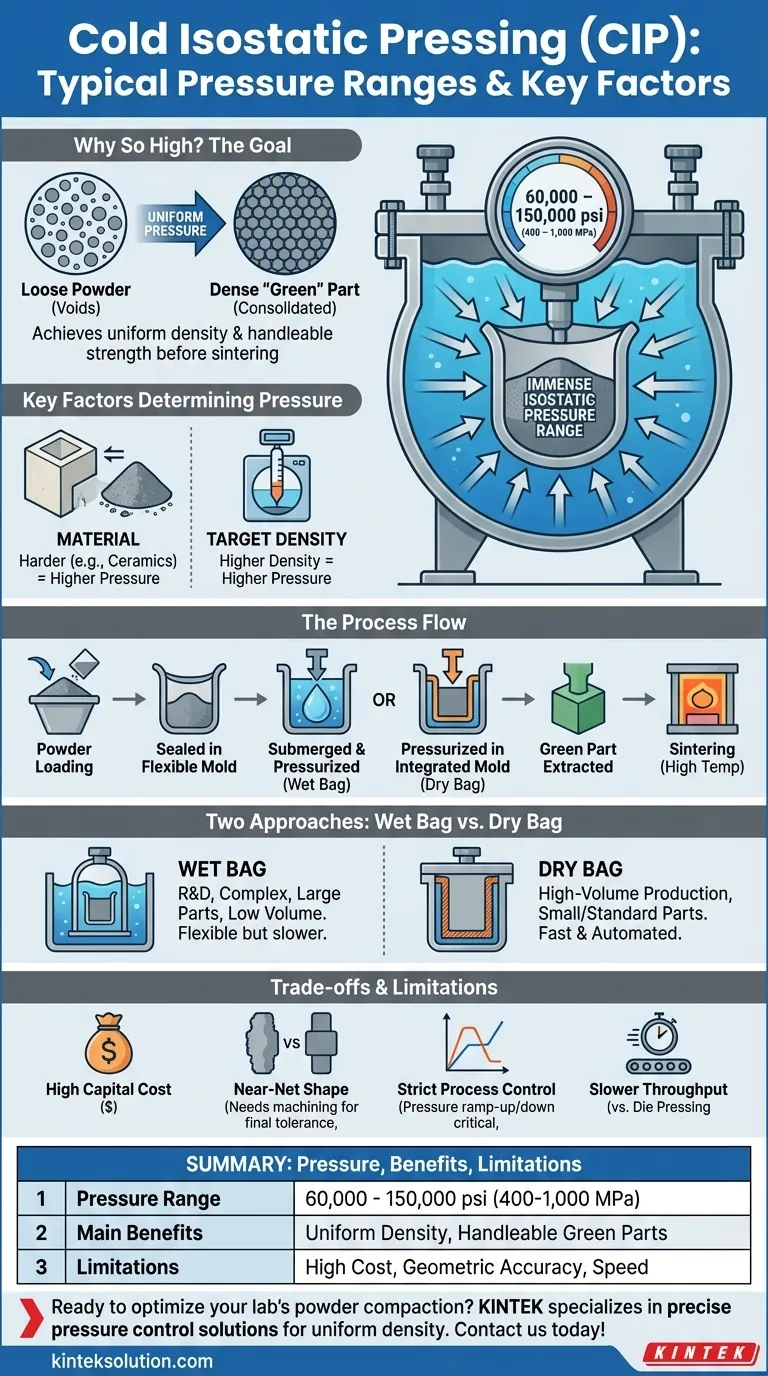
In Cold Isostatic Pressing (CIP), the typical operating pressure is immense, ranging from 60,000 psi (400 MPa) to as high as 150,000 psi (1,000 MPa). This wide range exists because the optimal pressure is not a fixed number; it is dictated by the specific material being compacted, its starting powder characteristics, and the desired density of the final component.
The core purpose of Cold Isostatic Pressing isn't just to apply pressure, but to apply it uniformly from all directions. This extreme, isostatic pressure is what consolidates a loose powder into a solid, handleable "green" part with consistent density, setting the stage for subsequent manufacturing steps like sintering.

Why Such Extreme Pressure is Necessary
The fundamental goal of CIP is to transform a volume of loose powder into a dense, solid object. The immense pressure is the mechanism that achieves this transformation with unique advantages.
The Goal: Achieving Uniform Density
At the heart of the process is the term "isostatic," which means the pressure is applied equally from all directions. This is achieved by submerging the part, which is sealed in a flexible mold, into a fluid (typically oil or water) inside a pressure vessel.
When the vessel is pressurized, the fluid transmits that force evenly onto every surface of the mold. This eliminates the voids between the powder particles, dramatically increasing the material's density in a highly uniform way.
From Powder to a "Green" Part
The result of this compaction is a "green" part. This term signifies that the component has been mechanically pressed into a solid shape but has not yet been thermally treated.
The green part is strong enough to be handled and machined, but it achieves its final material properties, such as hardness and strength, only after a subsequent high-temperature process called sintering.
Key Factors That Determine the Required Pressure
Choosing the correct pressure within the 60,000 to 150,000 psi range is critical for success. The decision depends primarily on two factors: the material and the target density.
The Material's Characteristics
Different materials resist compaction differently. Harder materials require more pressure to deform and lock the particles together.
Ceramic powders (like alumina or zirconia) and refractory metals often require pressures at the higher end of the range to achieve sufficient green density. Softer metal powders may be successfully compacted at lower pressures.
The Desired Final Density
There is a direct relationship between applied pressure and the resulting density of the green part. Higher pressure forces particles closer together, reducing porosity and increasing density.
Engineers select a target density that is optimal for the final application and subsequent sintering process, which in turn dictates the necessary CIP pressure.
Wet Bag vs. Dry Bag: Two Approaches to the Process
The method of applying pressure divides CIP into two distinct techniques, each suited for different production needs.
Wet Bag CIP: Flexibility for Prototypes
In Wet Bag CIP, the powder is placed into a flexible mold, which is then sealed and submerged into the pressure fluid inside the vessel. The mold is "wet" because it comes into direct contact with the fluid.
This method is highly versatile, making it ideal for research and development, producing large or complex parts, and low-volume production runs.
Dry Bag CIP: Speed for Production
In Dry Bag CIP, the flexible mold is an integral part of the pressure vessel itself. The powder is loaded into the mold, the vessel is sealed, and pressure is applied around it.
This approach is easily automated and offers much faster cycle times, making it the preferred method for high-volume production of smaller, more standardized parts.
Understanding the Trade-offs and Limitations
While powerful, CIP is not a universal solution. Acknowledging its limitations is key to using it effectively.
The High Cost of Entry
The equipment required to safely generate and contain pressures up to 150,000 psi is highly specialized and represents a significant capital investment.
The Challenge of Geometric Accuracy
CIP is a near-net shape process, not a final-tolerance one. While the density is highly uniform, the flexible tooling means the dimensional precision of the green part is limited.
Parts produced via CIP almost always require secondary machining or grinding operations to meet tight geometric tolerances.
Process Control is Non-Negotiable
The quality of the final part depends heavily on carefully controlled pressurization and depressurization rates. Ramping the pressure up or down too quickly can introduce internal cracks or density gradients, compromising the component's integrity.
Throughput vs. Other Methods
Even with automated Dry Bag systems, CIP is generally a slower process compared to other powder metallurgy methods like die pressing or metal injection molding (MIM). Its strength lies in uniformity and handling large parts, not raw speed.
Making the Right Choice for Your Goal
Your specific objective determines how you should approach Cold Isostatic Pressing.
- If your primary focus is R&D or complex, low-volume parts: Wet Bag CIP offers the required versatility for diverse shapes and sizes.
- If your primary focus is high-volume production of standardized components: Dry Bag CIP provides the automation and faster cycle times needed for efficiency.
- If your primary focus is achieving maximum density in hard materials like ceramics: Be prepared to operate at the higher end of the pressure range, often exceeding 100,000 psi.
- If your primary focus is final dimensional tolerance: Plan for CIP to be a near-net shape step, and budget for the necessary post-processing and machining to achieve final dimensions.
Understanding these pressure dynamics and process trade-offs is the key to leveraging CIP for creating highly uniform, dense components for critical applications.
Summary Table:
| Aspect | Details |
|---|---|
| Typical Pressure Range | 60,000 to 150,000 psi (400 to 1,000 MPa) |
| Key Factors | Material type (e.g., ceramics, metals), desired density |
| Process Types | Wet Bag (for R&D, complex parts), Dry Bag (for high-volume production) |
| Main Benefits | Uniform density, handleable green parts, ideal for sintering |
| Limitations | High equipment cost, limited geometric accuracy, slower throughput |
Ready to optimize your lab's powder compaction process? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver precise pressure control for uniform density and enhanced material performance. Whether you're in R&D or high-volume production, our solutions help you achieve superior results with ease. Contact us today to discuss how our equipment can meet your specific laboratory needs and boost your efficiency!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
















