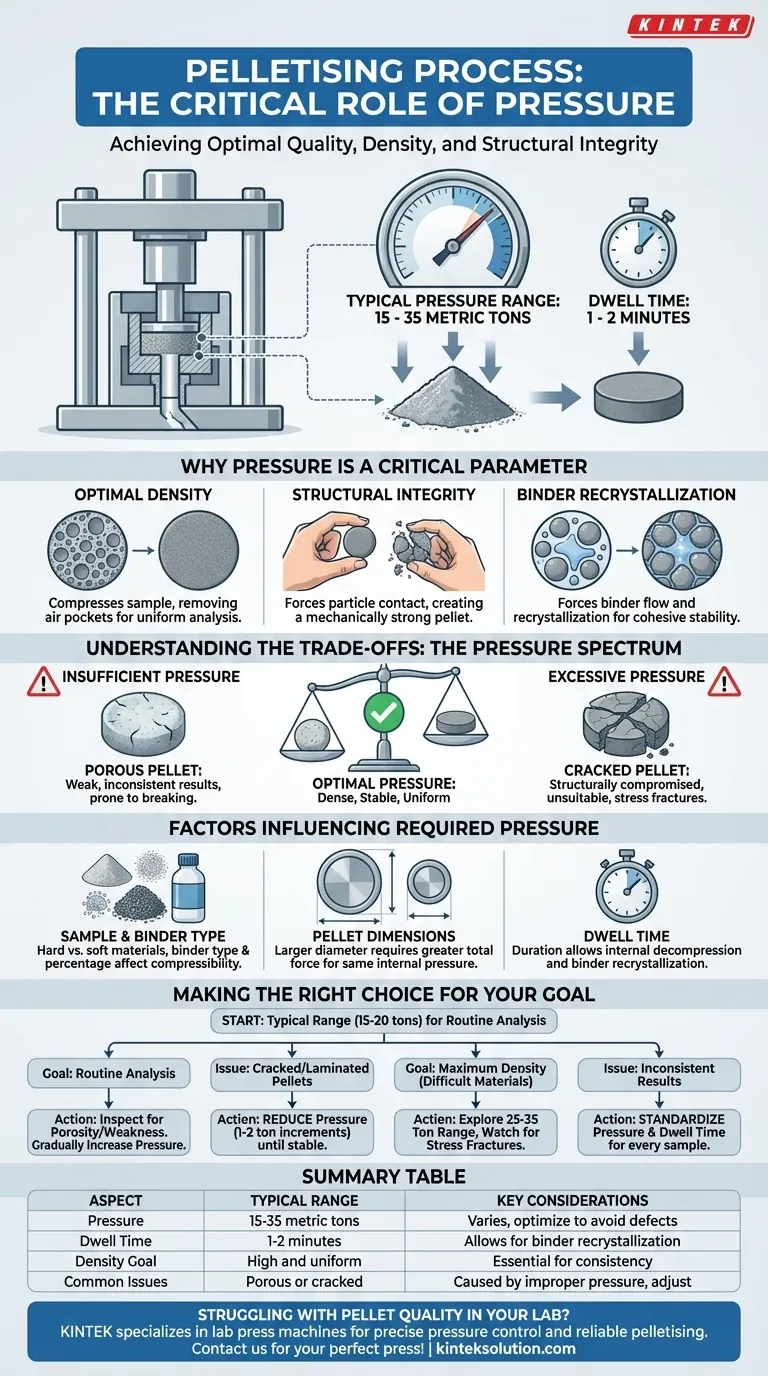
For most materials, the pressure applied during the pelletising process typically falls within a range of 15 to 35 metric tons. This force is generally applied for a duration of one to two minutes to ensure the sample is fully compressed and any binding agent has recrystallized, creating a solid, stable pellet.
The specific pressure is not a one-size-fits-all value but a critical variable that must be optimized. The goal is to apply just enough force to eliminate voids and achieve the required density without introducing stress fractures into the final pellet.

Why Pressure is a Critical Parameter
The amount of force applied directly dictates the final quality of the pellet. It is arguably the most important variable in the entire process, influencing everything from the pellet's physical strength to its analytical performance.
Achieving Optimal Density
The primary purpose of applying pressure is to compress the powdered sample material, removing any air pockets or void spaces. A fully dense pellet is crucial for consistency, particularly in analytical techniques where a uniform sample path length is required.
Ensuring Structural Integrity
Sufficient pressure forces the individual particles of the sample into close contact, often with a binder. This process creates a mechanically strong and durable pellet that can be handled, stored, and analyzed without crumbling or breaking.
The Role of Binder Recrystallization
For samples that use a binding agent, the applied pressure, combined with the dwell time, forces the binder to flow and recrystallize. This effectively "glues" the sample matrix together, resulting in a cohesive and stable final form.
Understanding the Trade-offs: The Pressure Spectrum
Finding the optimal pressure is a balancing act. Both too little and too much force will result in a defective pellet, wasting time and valuable sample material.
Insufficient Pressure: The Porous Pellet
If the applied force is too low, the sample will not be fully compressed. This leads to a pellet that is porous, mechanically weak, and often has a dull or chalky appearance. These pellets are prone to breaking and will yield inconsistent analytical results due to their lack of uniform density.
Excessive Pressure: The Cracked Pellet
Conversely, applying too much force can introduce stress into the compact. This often manifests as visible cracks, lamination (layering), or even complete fracturing of the pellet upon ejection from the die. An over-pressed pellet is structurally compromised and unsuitable for any application.
Factors Influencing Required Pressure
The ideal pressure varies based on several factors, which is why the typical range is so broad.
Sample and Binder Type
Different materials compress differently. Hard, crystalline materials may require higher pressures, while softer, more amorphous materials might form a good pellet with less force. The type and percentage of binder used also significantly impact the required pressure.
Pellet Dimensions
The values given in "tons" refer to the total force applied by the press. This force is distributed over the area of the die. Therefore, a larger diameter pellet will require a greater total force to achieve the same internal pressure (PSI or Pascals) as a smaller pellet.
Dwell Time
The duration for which the pressure is held is also a factor. A typical dwell time of 1-2 minutes gives the material time to decompress internally and allows the binder to recrystallize properly, contributing to a stable final product.
Making the Right Choice for Your Goal
Use the typical range as a starting point, but always optimize the process for your specific material and objective. Careful observation is key.
- If your primary focus is routine analysis with a common material: Start in the lower end of the range (15-20 tons) and inspect the pellet for porosity or weakness before gradually increasing the pressure.
- If you are experiencing cracked or laminated pellets: You are likely applying too much force. Reduce the pressure in increments of 1-2 tons until you produce a stable pellet.
- If you require maximum density for a difficult-to-compress material: You may need to explore the higher 25-35 ton range, but watch very carefully for the first signs of stress fracturing.
- If you see inconsistent results between pellets: Your most important step is to standardize and maintain a consistent pressure and dwell time for every sample you prepare.
Ultimately, perfecting the pelletising process relies on methodical testing and careful observation to find the ideal balance for your unique application.
Summary Table:
| Aspect | Typical Range | Key Considerations |
|---|---|---|
| Pressure | 15-35 metric tons | Varies with material, binder, and pellet size; optimize to avoid defects |
| Dwell Time | 1-2 minutes | Allows for binder recrystallization and internal decompression |
| Density Goal | High and uniform | Essential for consistent analytical results and structural integrity |
| Common Issues | Porous or cracked pellets | Caused by insufficient or excessive pressure; adjust incrementally |
Struggling with pellet quality in your lab? KINTEK specializes in lab press machines, including automatic, isostatic, and heated lab presses, designed to deliver precise pressure control for reliable pelletising. Our equipment ensures optimal density and strength, reducing waste and improving your analytical outcomes. Contact us today to find the perfect press for your laboratory needs and elevate your sample preparation process!
Visual Guide
Related Products
- Laboratory Hydraulic Split Electric Lab Pellet Press
- Laboratory Hydraulic Pellet Press for XRF KBR FTIR Lab Press
- Manual Laboratory Hydraulic Pellet Press Lab Hydraulic Press
- Automatic Laboratory Hydraulic Press Lab Pellet Press Machine
- Automatic Laboratory Hydraulic Press for XRF and KBR Pellet Pressing
People Also Ask
- Why is high consistency in holding pressure from a laboratory pellet press required when preparing multi-component alloy specimens?
- What are the emerging trends in the design and materials of lab pellet presses? Modernize Your Lab Efficiency
- What are common lab pellet press issues? Expert Troubleshooting Guide for Reliable Material Research
- Why is precise pressure-holding control critical for biomass pellets? Master Your Densification Results
- Why is a laboratory pellet press used to pre-press BaSnF4 samples? Ensure Precision in High-Pressure Studies



















