At its core, Hot Isostatic Pressing (HIP) is less suitable for high-volume production because it is an inherently slow, batch-based process. Unlike continuous manufacturing methods, HIP involves long cycles of heating, pressurizing, and cooling a fixed number of parts inside a sealed vessel, which fundamentally limits its throughput and drives up the cost per part when scaled.
The central trade-off is clear: HIP sacrifices manufacturing speed and cost-efficiency to achieve unparalleled material density and performance. It is a tool for perfecting critical components, not for mass-producing them.

The Core Challenge: Batch Processing and Long Cycle Times
The primary barrier to using HIP for high-volume applications is the nature of the process itself. It is not a continuous flow but a sequence of time-consuming steps performed on a limited batch of parts.
The HIP Cycle Explained
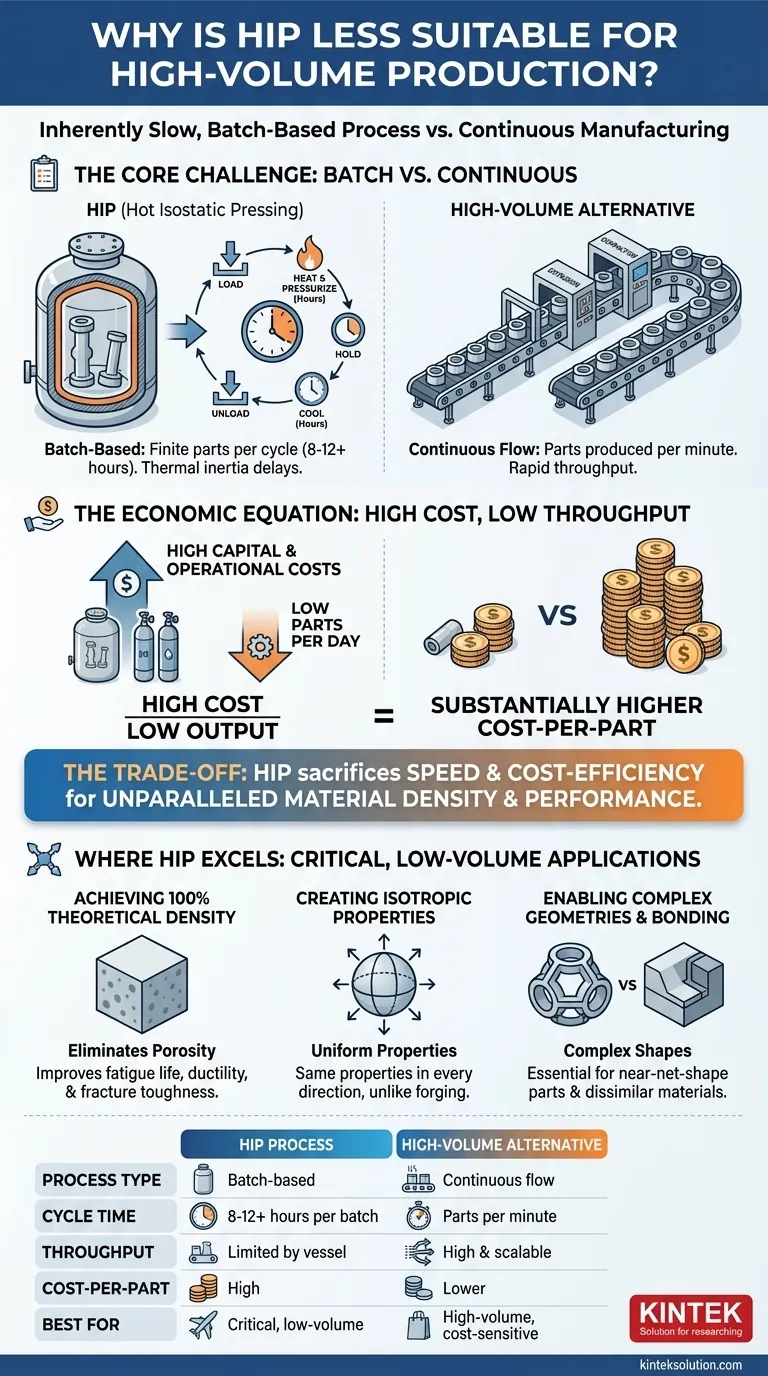
A typical HIP cycle involves loading parts into a high-pressure vessel, sealing it, and then slowly heating the components while simultaneously pressurizing the chamber with an inert gas like argon. The parts are held at a specific temperature and pressure for hours to close internal voids. Finally, the vessel must be slowly cooled before it can be depressurized and unloaded.
Thermal Inertia is the Enemy of Speed
The heating and cooling phases alone can take many hours. Large industrial furnaces have significant thermal inertia, meaning they cannot change temperature quickly. This extended, non-productive time is a fundamental bottleneck that prevents rapid cycling.
Batch Size vs. Continuous Flow
HIP processes a finite number of parts that can fit inside the vessel for each cycle. This contrasts sharply with high-volume methods like extrusion or die compaction, where parts are produced in a continuous, rapid sequence. The throughput of HIP is measured in parts per cycle (which can last 8-12 hours or more), while alternatives are measured in parts per minute.
The Economic Equation of HIP
The slow cycle time directly impacts the economic viability of HIP for mass production. The high cost of the equipment and operation must be spread across a relatively small number of parts produced per day.
High Capital and Operational Costs
HIP vessels are sophisticated, expensive pieces of equipment engineered to safely withstand extreme temperatures and pressures. Furthermore, the process consumes large quantities of expensive inert gas (typically argon), which adds a significant operational cost to every cycle.
How Throughput Dictates Cost-Per-Part
Because of the long cycle times and fixed batch size, the number of parts a HIP unit can produce in a 24-hour period is low. When the high capital and operational costs are divided by this low output, the resulting cost-per-part is substantially higher than that of true mass-production techniques.
The Impact of Post-Processing
While HIP produces parts with excellent internal quality, it doesn't eliminate the need for subsequent manufacturing steps. Parts often require surface finishing, machining to final dimensions, or removal from the canisters used to contain them during the process, adding further time and cost.
Understanding the Trade-offs: Where HIP Excels
HIP's unsuitability for high volume is not a flaw but a trade-off. It is chosen when the material properties it delivers are non-negotiable and justify the higher cost and lower speed.
Achieving 100% Theoretical Density
The primary benefit of HIP is its ability to eliminate internal microporosity in castings, 3D printed metals, and sintered powder metal parts. This creates a fully dense material, drastically improving mechanical properties like fatigue life, ductility, and fracture toughness.
Creating Isotropic Properties
Because pressure is applied uniformly from all directions (isostatic), the resulting material has properties that are the same in every direction (isotropic). This is a critical advantage over processes like forging or rolling, which can create directional weaknesses in the material's grain structure.
Enabling Complex Geometries
HIP is essential for producing near-net-shape components with complex internal geometries that are impossible to create with traditional methods. It is also a key technology for bonding dissimilar materials together to form unique, high-performance composites.
Making the Right Choice for Your Goal
Selecting a manufacturing process requires a clear understanding of your project's primary driver: cost, volume, or performance.
- If your primary focus is ultimate performance and reliability: Use HIP for critical, low-volume components where material failure is unacceptable, such as in aerospace engine parts, medical implants, or tooling.
- If your primary focus is high volume and low cost-per-part: Choose alternatives like die compaction, forging, or casting for applications where standard material properties are sufficient.
- If your primary focus is complex shapes at scale: Consider Metal Injection Molding (MIM) or additive manufacturing, and only use HIP as a secondary densification step if the application demands the absolute highest performance.
Ultimately, choosing HIP is a strategic decision to prioritize perfect material integrity over production efficiency.
Summary Table:
| Aspect | HIP Process | High-Volume Alternative |
|---|---|---|
| Process Type | Batch-based | Continuous flow |
| Cycle Time | 8-12+ hours per batch | Parts per minute |
| Throughput | Limited by vessel size | High and scalable |
| Cost-Per-Part | High due to slow cycles | Lower with mass production |
| Best For | Critical, low-volume parts | High-volume, cost-sensitive applications |
Need reliable lab press machines for your research or small-scale production? KINTEK specializes in automatic lab presses, isostatic presses, heated lab presses, and more to enhance your laboratory's efficiency and precision. Whether you're working on material testing or specialized component development, our equipment delivers consistent performance and durability. Contact us today to discuss how KINTEK can support your lab needs and help you achieve superior results!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- What is the mechanism of a Warm Isostatic Press (WIP) on cheese? Master Cold Pasteurization for Superior Safety
- What is the role of the flexible material in warm isostatic pressing? Key to Uniform Density & Precision
- How does Warm Isostatic Pressing differ from traditional pressing methods? Unlock Uniform Density for Complex Parts
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology
- What is the function of elastic molds in warm isostatic pressing? Achieve Uniform Density in Composite Particles



















