Cold isostatic pressing (CIP) achieves superior geometric flexibility by using a fluid medium to apply uniform pressure from all directions simultaneously, rather than the unidirectional force used in uniaxial pressing. This omnidirectional approach allows for the densification of complex shapes and long parts without the density gradients or aspect ratio limitations inherent to rigid die compaction.
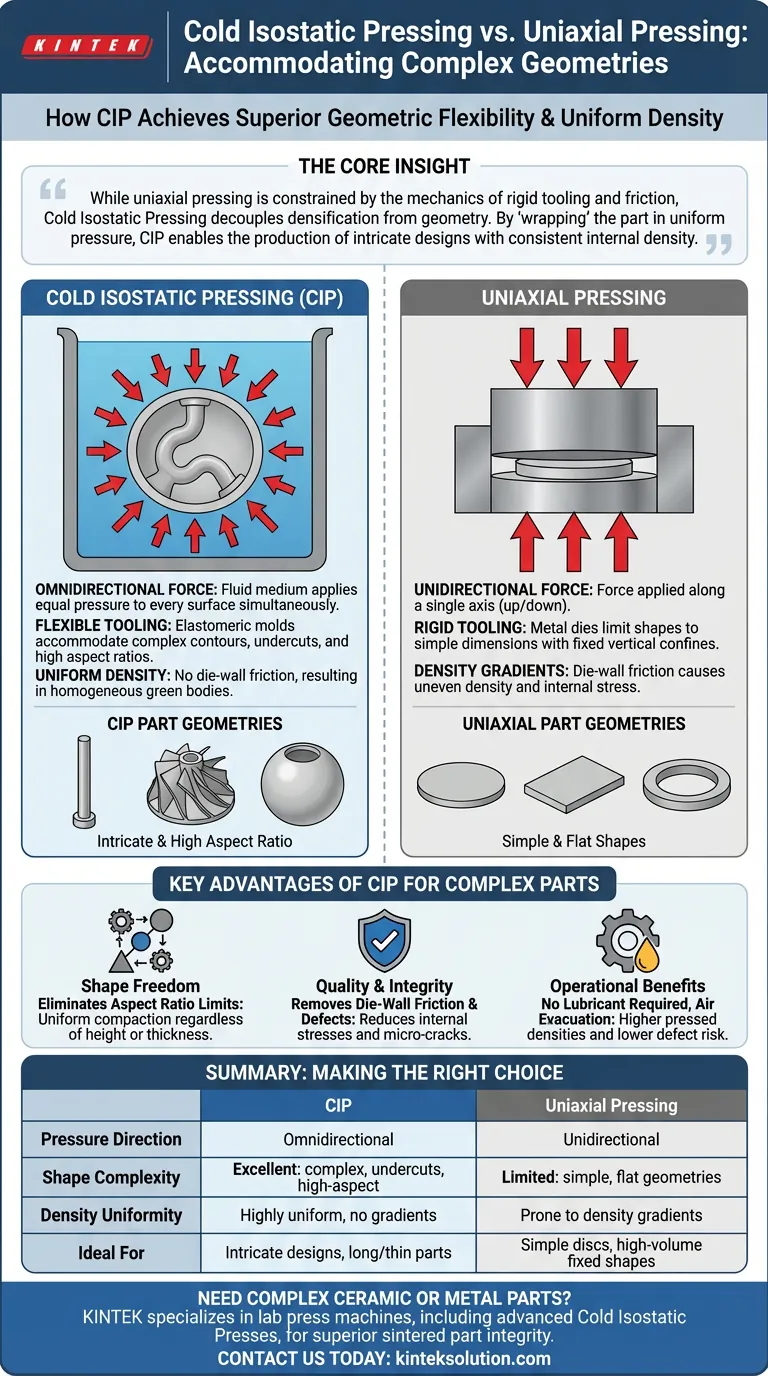
The Core Insight While uniaxial pressing is constrained by the mechanics of rigid tooling and friction, Cold Isostatic Pressing decouples densification from geometry. By "wrapping" the part in uniform pressure, CIP enables the production of intricate designs with consistent internal density, regardless of the component's height or complexity.

The Mechanics of Shape Accommodation
Omnidirectional vs. Unidirectional Force
Uniaxial pressing applies force along a single axis (up and down) using rigid upper and lower dies. This restricts the process to simple shapes with fixed dimensions, such as discs or flat plates.
In contrast, CIP utilizes a fluid medium (liquid or gas) to transmit pressure. This fluid surrounds the part completely, applying equal force to every surface of the component at the same time.
The Role of Flexible Tooling
Uniaxial pressing relies on rigid dies that define the final shape but limit geometric freedom. The powder must be able to flow and compress strictly within these vertical confines.
CIP employs elastomeric (flexible) molds. Because the mold is pliable and the pressure is hydrostatic, the tooling can accommodate complex contours and undercuts that would be impossible to eject from a rigid metal die.
Overcoming Specific Geometric Barriers
Eliminating the Aspect Ratio Limit
In uniaxial pressing, the cross-section-to-height ratio is a critical limiting factor. As a part becomes taller and thinner, pressure transmission drops off, leading to poor densification in the center.
CIP removes this restriction entirely. Because pressure is applied radially as well as axially, the height or thickness of the part does not hinder the uniformity of the compaction.
Removing Die-Wall Friction
A major geometric constraint in uniaxial pressing is friction between the powder and the rigid die walls. This friction causes density gradients, where the edges are denser than the center, creating internal stress.
CIP eliminates die-wall friction because there is no relative motion between the powder and the mold; the mold moves with the powder as it compresses. This results in uniform density regardless of the part's shape complexity.
Impact on Part Quality and Integrity
Uniform Density Distribution
Because pressure is applied evenly to the entire surface area, CIP produces a "green body" (compacted powder) with superior homogeneity. This uniformity is vital for preventing warping or cracking during the subsequent sintering phase.
Reduction of Internal Defects
The unidirectional nature of uniaxial pressing often generates internal stresses and micro-cracks due to uneven pressure distribution. The isostatic method significantly lowers these internal stresses, enhancing the mechanical reliability of the finished component.
Operational Differences and Trade-offs
Lubricant Requirements
Uniaxial pressing often requires die-wall lubricants to mitigate friction, which can complicate the sintering process or limit the achievable density.
CIP avoids this issue completely. The elimination of lubricants allows for higher pressed densities and removes the risk of defects caused by lubricant removal.
Air Evacuation
Trapped air can disrupt the integrity of complex shapes. The CIP process allows for air to be evacuated from the loose powder before compaction, a capability that further reduces compact defects in brittle or fine powders.
Making the Right Choice for Your Goal
When deciding between these two methods, the geometry of your final part is usually the deciding factor.
- If your primary focus is simple, flat geometries: Uniaxial pressing remains a straightforward choice for standard shapes like electrode or electrolyte discs where high throughput of fixed dimensions is required.
- If your primary focus is complex or high-aspect-ratio parts: Cold Isostatic Pressing is necessary to ensure uniform density and structural integrity in parts that exceed the cross-section-to-height limits of rigid dies.
- If your primary focus is material homogeneity: Choose CIP to minimize internal stresses and micro-cracks, ensuring the highest mechanical reliability for the sintered component.
Ultimately, switch to Cold Isostatic Pressing when the complexity of your design demands a process that adapts to the part, rather than forcing the part to adapt to the tooling.
Summary Table:
| Feature | Cold Isostatic Pressing (CIP) | Uniaxial Pressing |
|---|---|---|
| Pressure Direction | Omnidirectional (all sides) | Unidirectional (top-down) |
| Shape Complexity | Excellent for complex shapes, undercuts, and high aspect ratios | Limited to simple, flat geometries |
| Density Uniformity | Highly uniform, no density gradients | Prone to density gradients due to die-wall friction |
| Tooling | Flexible elastomeric molds | Rigid metal dies |
| Ideal For | Intricate designs, long/thin parts, homogenous materials | Simple discs, plates, high-volume fixed shapes |
Need to produce complex ceramic or metal parts with uniform density and minimal defects?
KINTEK specializes in lab press machines, including advanced Cold Isostatic Presses (CIP) and automatic lab presses, designed to meet the demanding needs of research and development laboratories. Our solutions enable you to compact intricate shapes and high-aspect-ratio components with exceptional homogeneity, ensuring superior sintered part integrity.
Contact us today to discuss how our isostatic pressing technology can enhance your material development and prototyping capabilities.
Get in touch with our experts to find the perfect press for your lab's unique requirements!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction








