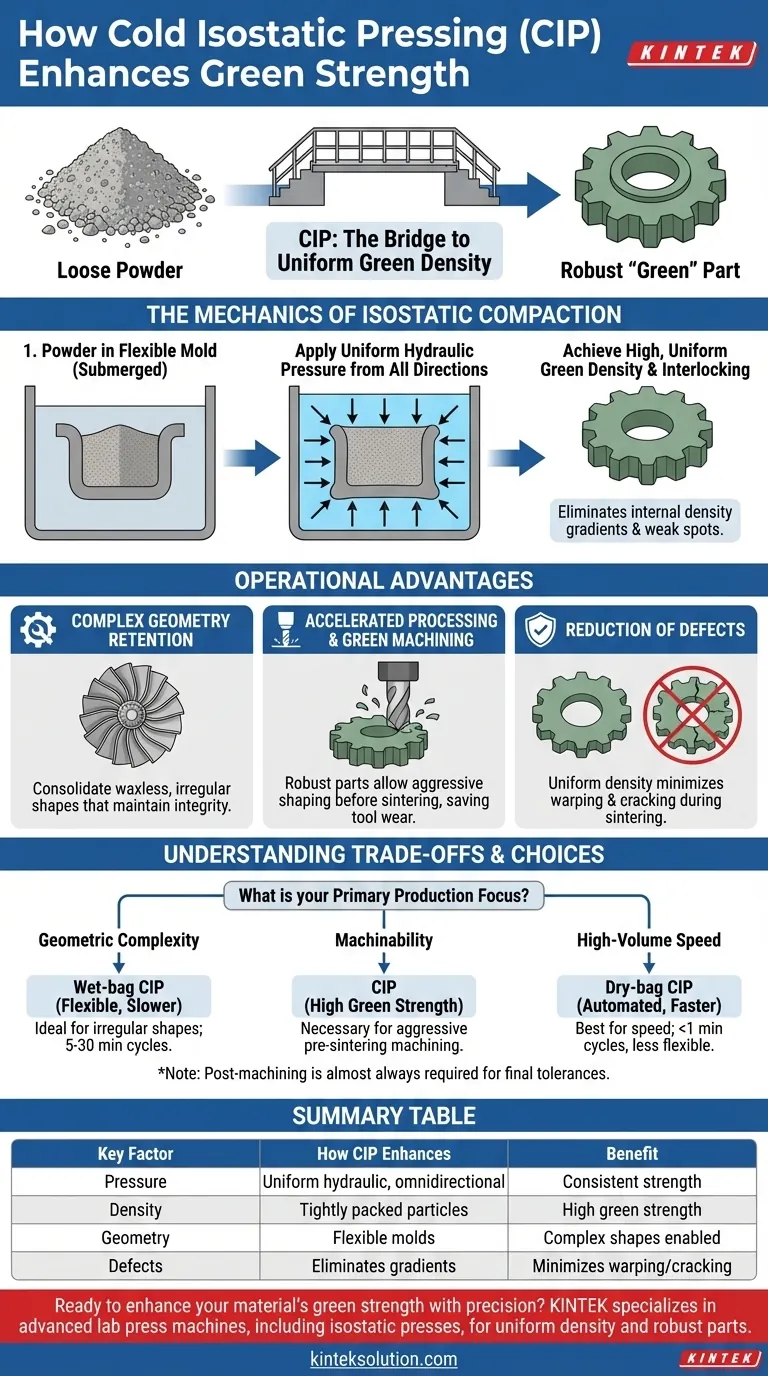
Cold Isostatic Pressing (CIP) enhances green strength by applying high, uniform hydraulic pressure to powder materials from every direction simultaneously. This omnidirectional compression eliminates internal density gradients, locking the powder particles together into a cohesive, solid mass that can withstand handling, transport, and machining before the final sintering process.
Core Takeaway: CIP is the bridge between loose powder and a finished component. By achieving uniform green density, it prevents the structural weaknesses common in other molding methods, allowing fragile "green" parts to be manipulated and shaped without crumbling.
The Mechanics of Isostatic Compaction
Uniform Pressure Application
Unlike traditional pressing methods that apply force from one or two axes, CIP uses a liquid medium—typically water—to transmit pressure.
A sealed, elastomeric container holding the powder is submerged in this liquid. The system then pressurizes the fluid, exerting force equally on every surface of the mold.
This results in a material with uniform strength throughout its geometry, eliminating the "weak spots" caused by uneven pressure distribution.
Achieving High Green Density
The primary driver of green strength is density. CIP forces particles into a tightly packed arrangement that mechanical vibration or uniaxial pressing cannot achieve.
This high-pressure consolidation increases the friction and interlocking between particles.
The result is a "green" body that holds its shape rigidly, despite not yet being chemically bonded through heat (sintering).
Complex Geometry Retention
CIP utilizes flexible elastomeric bags rather than rigid dies.
This allows for the consolidation of complex, waxless shapes that would be impossible to eject from a standard rigid mold.
Because the density is uniform, long or irregular parts maintain their structural integrity and do not slump or crack under their own weight once removed from the mold.
Operational Advantages for Manufacturing
Accelerated Processing
Materials with high green strength significantly improve manufacturing throughput.
Because the parts are robust, they can be moved to the next processing stage immediately.
This durability allows for aggressive green machining—shaping the part while it is soft enough to cut easily but strong enough not to break—which reduces wear on tools compared to machining hardened parts.
Reduction of Defects
The uniformity provided by CIP is critical for the final quality of the part.
Variations in green density often lead to warping or cracking during the sintering phase.
By ensuring the green body is uniform from the start, CIP minimizes these downstream rejections, indirectly contributing to the final component's hardness, wear resistance, and thermal stability.
Understanding the Trade-offs
Dimensional Precision and Machining
While CIP provides excellent material properties, it is rarely a "net-shape" process.
The flexible mold deforms during pressing, meaning the outer dimensions of the green part are not perfectly precise.
Consequently, post-machining is almost always required to achieve final tolerances, adding a step to the manufacturing workflow.
Cycle Time Variability
The speed of the process depends heavily on the specific method used.
Wet-bag processing is versatile but slow, with cycle times ranging from 5 to 30 minutes, making it better for low-volume, complex parts.
Dry-bag processing is automated and much faster (less than 1 minute) but is generally less flexible regarding part geometry changes.
Making the Right Choice for Your Goal
To determine if CIP is the correct solution for your green strength requirements, consider your specific production targets:
- If your primary focus is Geometric Complexity: CIP is ideal because the isostatic pressure ensures uniform density in irregular shapes that would crack in rigid dies.
- If your primary focus is Machinability: CIP provides the high green strength necessary to machine parts aggressively before sintering, saving time and tool life.
- If your primary focus is High-Volume Speed: You must opt for automated dry-bag CIP systems to overcome the cycle-time limitations of standard wet-bag methods.
By stabilizing the material structure early in the process, CIP transforms delicate powders into robust components ready for high-stress applications.
Summary Table:
| Key Factor | How CIP Enhances Green Strength |
|---|---|
| Pressure Application | Applies uniform hydraulic pressure from all directions simultaneously |
| Density | Achieves high, uniform green density by tightly packing particles |
| Geometry | Enables complex shapes with consistent strength throughout |
| Defect Reduction | Minimizes warping and cracking by eliminating density gradients |
Ready to enhance your material's green strength with precision? KINTEK specializes in advanced lab press machines, including isostatic presses, designed to deliver uniform density and robust green parts for your laboratory needs. Whether you're working with complex geometries or require high green strength for machining, our expertise ensures optimal results. Contact us today to discuss how our CIP solutions can streamline your manufacturing process and improve your component quality!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
















