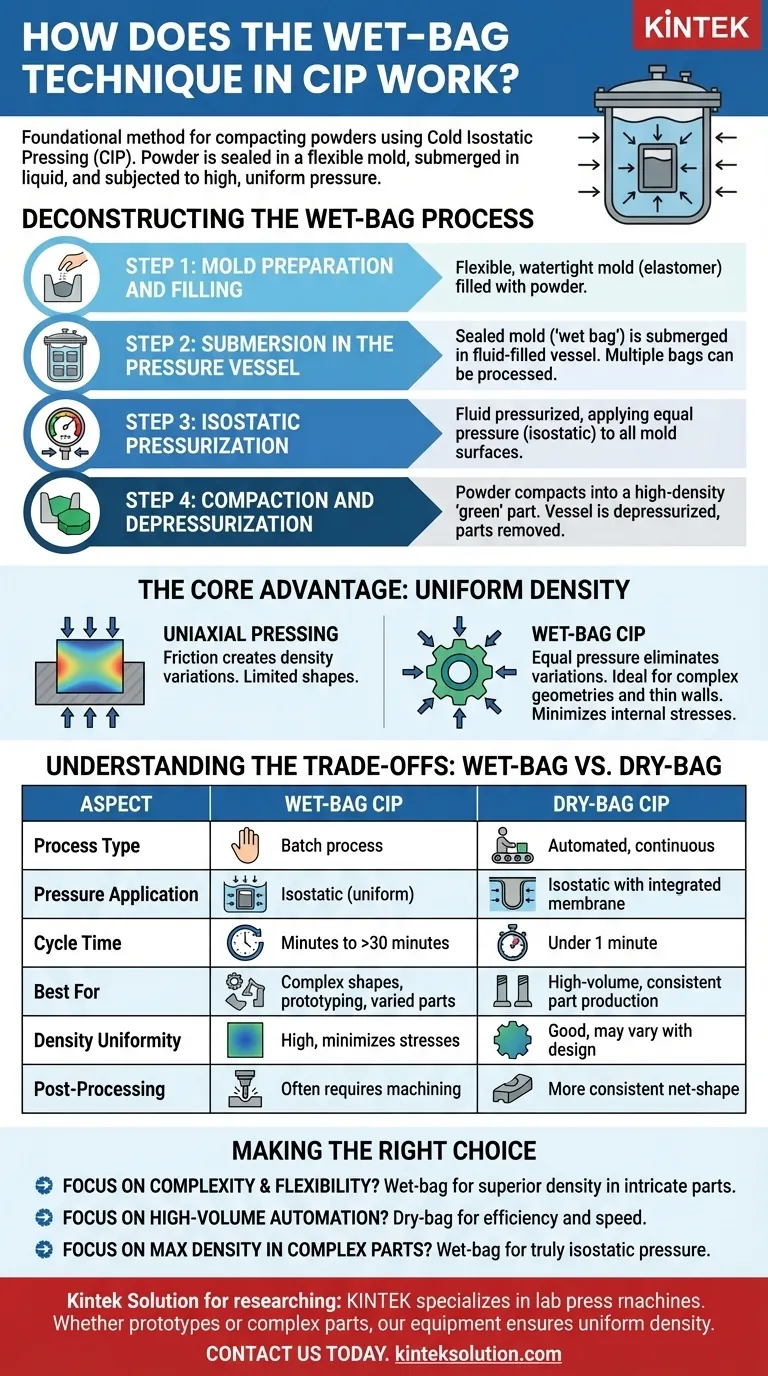
The wet-bag technique is a foundational method for compacting powders using Cold Isostatic Pressing (CIP). In this process, a powder is sealed within a flexible, waterproof mold, which is then submerged in a chamber of liquid. High pressure is applied to the liquid, which in turn compresses the mold from all directions simultaneously, compacting the powder into a solid object with uniform density.
The core principle of the wet-bag technique is its ability to produce parts with highly uniform density, especially those with complex shapes. This advantage, however, comes with a trade-off: it is a slower, batch-oriented process compared to more automated methods.

Deconstructing the Wet-Bag Process
The wet-bag method can be broken down into a few distinct, sequential steps. This batch process allows for multiple parts, even of different shapes, to be compacted in a single cycle.
Step 1: Mold Preparation and Filling
The process begins with a flexible, watertight mold, typically made from an elastomer like polyurethane or rubber. This mold is filled with the desired powder.
Step 2: Submersion in the Pressure Vessel
The sealed mold (the "wet bag") is fully submerged in a fluid-filled pressure vessel. The fluid is usually water or a soluble oil, which acts as the pressure-transmitting medium.
Depending on the vessel's size, several bags can be loaded at once, making the process efficient for small-to-medium production runs.
Step 3: Isostatic Pressurization
An external pump or intensifier pressurizes the fluid within the vessel. This pressure, typically ranging from 400 to 1,000 MPa, is applied uniformly to the entire surface of the submerged bag.
This "isostatic" application—equal pressure from all directions—is the key to the technique's effectiveness.
Step 4: Compaction and Depressurization
Under immense, uniform pressure, the powder particles are forced together, compacting into a solid, high-density mass known as a "green" part. The compaction cycle time can range from a few minutes to over 30 minutes depending on the material and part size.
After compaction, the vessel is depressurized, and the finished green parts are removed from their molds.
The Core Advantage: Uniform Density
The primary reason to use the wet-bag technique lies in the quality of the final part. The method overcomes the major limitation of traditional uniaxial (single-direction) pressing.
Why Isostatic Pressure Matters
In uniaxial pressing, friction between the powder and the die walls creates density variations within the part. Isostatic pressure eliminates this issue by compressing the powder equally from all sides, resulting in a part with extremely uniform density.
Implications for Complex Shapes
This uniform compaction makes wet-bag CIP ideal for producing parts with complex geometries, undercuts, or thin walls. The process minimizes internal stresses and weak points, which are common when pressing intricate shapes with other methods.
Understanding the Trade-offs: Wet-Bag vs. Dry-Bag
To fully grasp the role of wet-bag CIP, it is essential to compare it to its main alternative: the dry-bag technique.
Flexibility and Production (Wet-Bag)
The wet-bag process is highly flexible. It is suitable for everything from prototyping to small- and medium-scale production and can handle a wide variety of part shapes and sizes in a single run. However, it is a manual, batch-based process with longer cycle times.
Speed and Automation (Dry-Bag)
In dry-bag CIP, the flexible membrane is integrated directly into the pressure vessel wall, isolating the part from the pressure fluid. Powder is poured into the mold, pressed, and ejected in a much faster cycle, often under one minute.
This makes the dry-bag technique cleaner and far better suited for automated, high-volume mass production of a single, consistent part design.
Process Considerations
Parts produced via the wet-bag method often have a less precise final shape and may require post-machining to meet tight dimensional tolerances. The dry-bag process, being more integrated, often yields more consistent net-shape parts.
Making the Right Choice for Your Goal
Selecting the correct isostatic pressing method depends entirely on your production volume, part complexity, and cost objectives.
- If your primary focus is producing complex, prototype, or varied parts: The wet-bag technique is the superior choice due to its tooling flexibility and unmatched ability to ensure uniform density in intricate geometries.
- If your primary focus is high-volume, automated mass production of a consistent part: Dry-bag technology is far more efficient due to its rapid cycle times, cleaner operation, and suitability for automation.
- If your primary focus is achieving the highest possible material density in a complex part: Wet-bag's application of truly isostatic pressure is critical for creating dense, uniform structures without the internal stresses found in other methods.
Understanding these fundamental differences empowers you to select the precise manufacturing process that aligns with your material and production goals.
Summary Table:
| Aspect | Wet-Bag CIP | Dry-Bag CIP |
|---|---|---|
| Process Type | Batch process | Automated, continuous |
| Pressure Application | Isostatic (uniform from all directions) | Isostatic with integrated membrane |
| Cycle Time | Minutes to over 30 minutes | Under 1 minute |
| Best For | Complex shapes, prototyping, varied parts | High-volume, consistent part production |
| Density Uniformity | High, minimizes internal stresses | Good, but may vary with part design |
| Post-Processing | Often requires machining for tight tolerances | More consistent net-shape parts |
Ready to enhance your lab's efficiency with precise powder compaction? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored for laboratory needs. Whether you're working on prototypes or complex parts, our equipment ensures uniform density and high-quality results. Contact us today to discuss how our solutions can benefit your specific applications and boost your productivity!
Visual Guide
Related Products
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- Why is Cold Isostatic Pressing (CIP) necessary for SBN ceramics? Achieve High-Density and Crack-Free Sintering
- What are the technical advantages of cold isostatic pressing equipment compared to uniaxial compression equipment? Learn More!
- What are the process advantages of using Cold Isostatic Pressing (CIP) for LSMO? Achieve Defect-Free Density
- What is the advantage of using a cold isostatic press (CIP)? Enhancing BCZY5 Ceramic Conductivity Testing Accuracy
- What role does a specialized rubber bag play in CIP for ceramics? Key to Uniform Density and Precision






