Cold Isostatic Pressing (CIP) is a manufacturing technique utilized to process alumina ceramics into complex, high-density components by applying uniform liquid pressure to powdered material.
In this process, alumina powder—typically simple milled or spray-dried Bayer alumina—is sealed within a flexible mold, such as a rubber bag. The mold is submerged in a liquid medium where high, isotropic pressure is applied from all directions, compacting the powder into a solid "green body" ready for sintering. This method is the standard for producing intricate parts, such as spark plug insulators, that cannot be achieved through uniaxial die pressing.
The Core Insight CIP is not merely a shaping tool; it is a method for achieving structural uniformity. By eliminating the friction and density gradients inherent in mechanical pressing, CIP produces alumina components with superior internal consistency, allowing for predictable shrinkage and high mechanical reliability in the final sintered product.
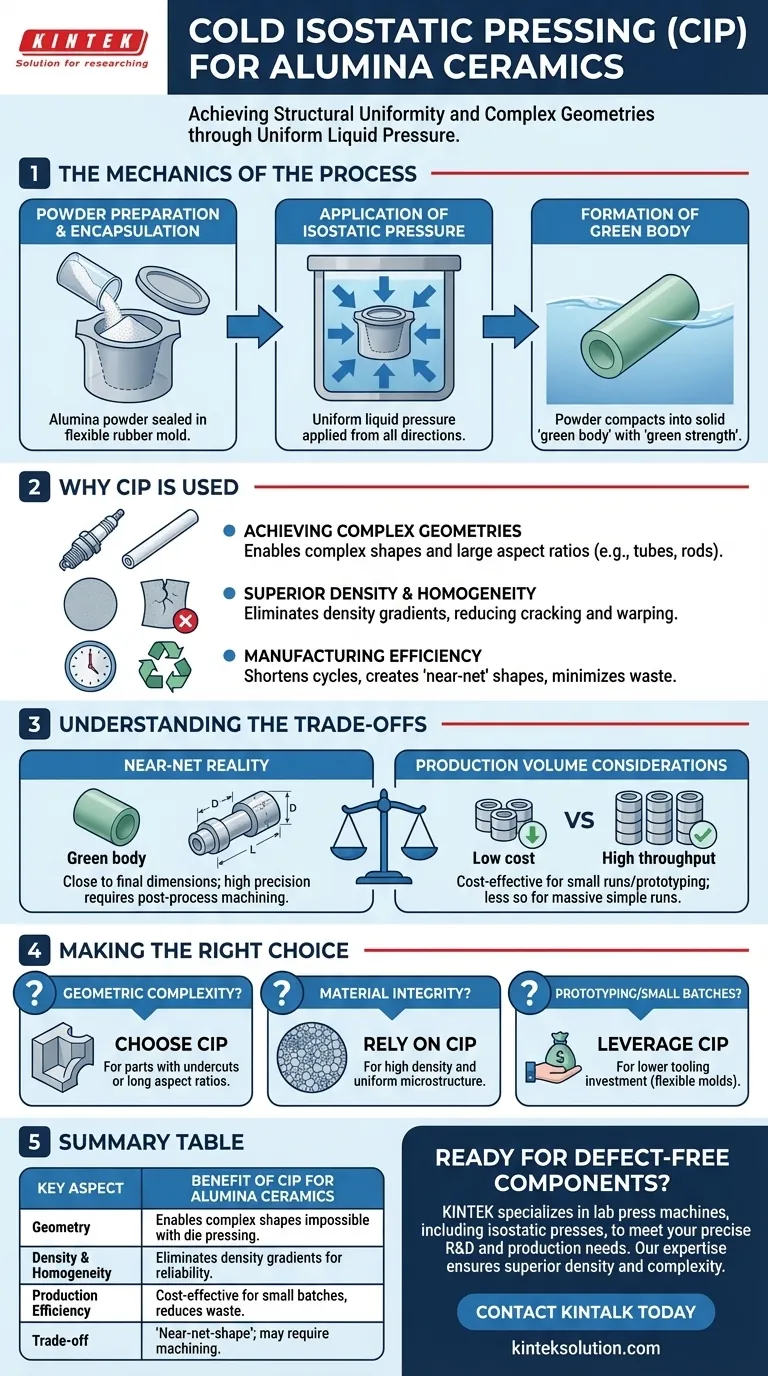
The Mechanics of the Process
Powder Preparation and Encapsulation
The process begins with the preparation of the raw material, usually Bayer alumina. This powder is encapsulated in a flexible forming mold (often rubber or elastomeric) which acts as a barrier between the powder and the pressurizing fluid.
Application of Isostatic Pressure
Once sealed, the mold is subjected to uniform hydrostatic pressure using a liquid medium. Unlike uniaxial pressing, which applies force from only one or two axes, CIP applies equal force from every direction.
Formation of the Green Body
This omnidirectional pressure compacts the loose powder into a coherent solid known as a "green body." This pre-compacted form possesses sufficient "green strength" to be handled and processed further without falling apart.
Why CIP is Used for Alumina Ceramics
Achieving Complex Geometries
Standard die pressing is limited to simple shapes. CIP allows for the creation of components with complex geometries and large aspect ratios (greater than 2:1), such as long tubes or rods.
Superior Density and Homogeneity
The primary technical advantage of CIP is the elimination of density gradients. Because pressure is applied evenly, the internal stress distribution is uniform, significantly reducing the risk of cracks or warping during the subsequent firing (sintering) stage.
Manufacturing Efficiency
CIP can shorten overall processing cycles by eliminating specific steps, such as drying or binder burnout. Furthermore, the ability to create "near-net" shapes minimizes material waste and reduces the amount of post-production machining required.
Understanding the Trade-offs
The "Near-Net" Reality
While CIP is described as a "near-net-shape" technology, it is important to recognize that it produces parts that are close to final dimensions but not exact. High-precision tolerances usually still require machining after the green body is formed or after sintering.
Production Volume Considerations
CIP is noted for being cost-effective for small production runs due to lower mold costs compared to rigid metal dies. However, for massive runs of very simple shapes, other methods might offer higher throughput.
Making the Right Choice for Your Goal
If you are evaluating whether to integrate Cold Isostatic Pressing into your alumina production line, consider your specific requirements:
- If your primary focus is Geometric Complexity: Choose CIP for parts with undercuts, long aspect ratios, or irregular shapes that rigid dies cannot release.
- If your primary focus is Material Integrity: Rely on CIP to produce components requiring high density and uniform microstructure to prevent failure in demanding applications.
- If your primary focus is Prototyping or Small Batches: Leverage CIP to minimize tooling investment, as flexible rubber molds are significantly cheaper than high-precision metal dies.
Ultimately, CIP is the definitive choice when the structural limitation of the part outweighs the speed of production, offering a path to dense, defect-free alumina ceramics.
Summary Table:
| Key Aspect | Benefit of CIP for Alumina Ceramics |
|---|---|
| Geometry | Enables complex shapes (e.g., long tubes, undercuts) impossible with die pressing. |
| Density & Homogeneity | Eliminates density gradients for uniform shrinkage and high mechanical reliability. |
| Production Efficiency | Cost-effective for prototyping/small batches; reduces machining and material waste. |
| Trade-off | "Near-net-shape" process; final high-precision tolerances may require machining. |
Ready to produce defect-free, complex alumina components?
KINTEK specializes in lab press machines, including isostatic presses, to meet your precise R&D and production needs. Our expertise ensures you achieve the superior density and geometric complexity your projects demand.
Contact KINTALK today to discuss how our solutions can enhance your ceramic manufacturing process.
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are the key features of automated laboratory Cold Isostatic Press (CIP) systems? Achieve Precise, High-Pressure Powder Consolidation
- Why is an Isostatic Press (CIP) Necessary After Uniaxial Pressing? Achieve Transparency in Nd:Y2O3 Ceramics
- What types of equipment are available for cold isostatic pressing? Explore CIP Solutions for Labs and Production
- How does a Cold Isostatic Press (CIP) increase Bi-2223/Ag current density? Boost Superconductivity with Uniform Pressure
- For what types of materials and applications are automated CIP systems particularly beneficial? Unlock Purity and Complex Shapes










