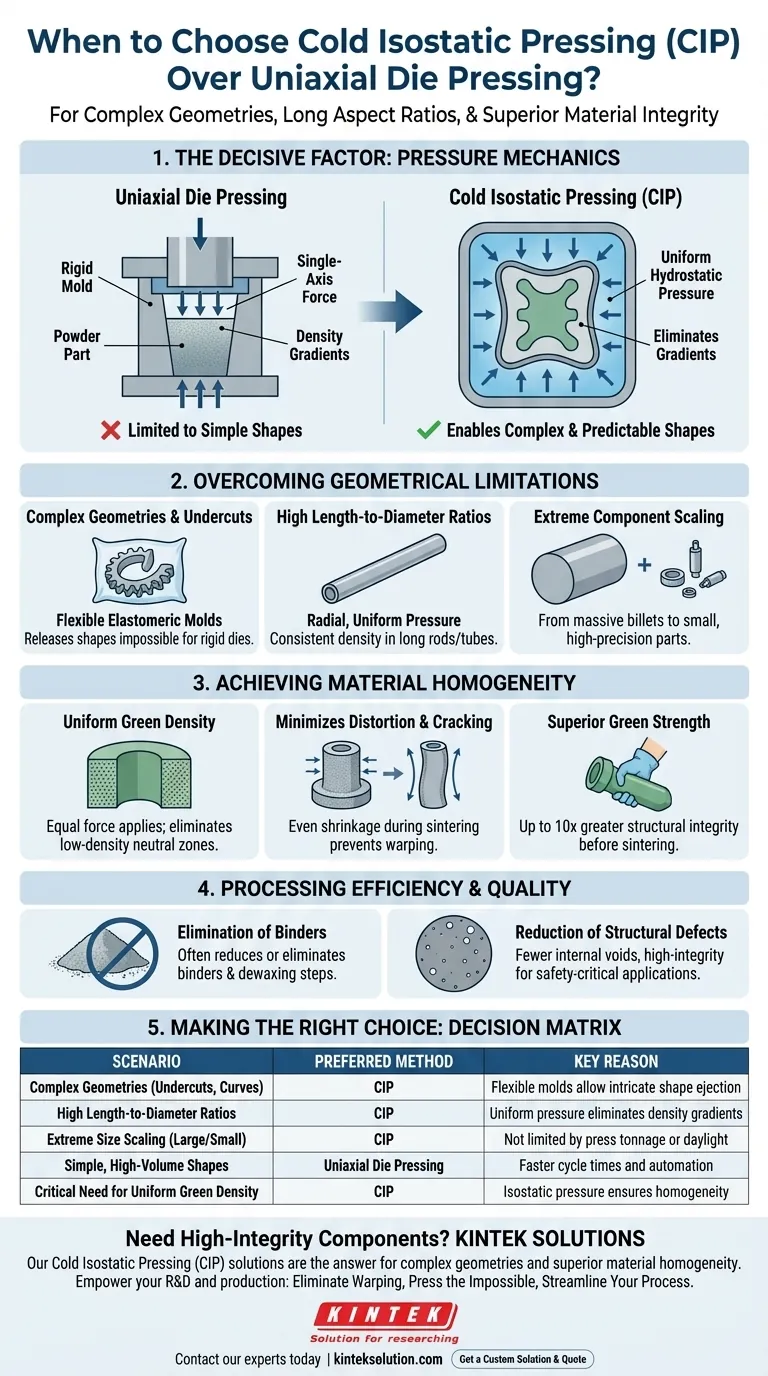
Cold Isostatic Pressing (CIP) is the preferred choice when manufacturing components that require complex geometries, extreme length-to-diameter ratios, or superior internal structural integrity. While uniaxial die pressing is suitable for simple, high-volume shapes, CIP is necessary when the application demands uniform material density and the elimination of internal stress gradients.
The decisive factor is the mechanics of pressure application: unlike the single-axis force of die pressing, CIP applies uniform hydrostatic pressure from all directions. This eliminates the density gradients that cause warping, allowing for predictable shrinkage during sintering and the production of shapes that rigid dies simply cannot eject.

Overcoming Geometrical Limitations
Complex and Intricate Geometries
Uniaxial pressing is limited by rigid molds that require a straight ejection path. CIP utilizes flexible elastomeric molds (typically rubber or urethane), allowing for the production of parts with undercuts, complex curves, and irregular shapes that would be impossible to release from a rigid die.
High Length-to-Diameter Ratios
In uniaxial pressing, friction between the powder and the die wall causes density to drop significantly as the part gets longer. CIP removes this limitation entirely because pressure is applied radially and uniformly. This allows for the creation of long, thin rods or tubes with consistent density throughout their entire length.
Extreme Component Scaling
CIP is uniquely versatile regarding size. It is the preferred method for producing massive billets or preforms that exceed the tonnage, stroke, or daylight capabilities of standard uniaxial presses. Conversely, it is also effective for consolidating very small, high-precision components.
Achieving Material Homogeneity
Uniform Green Density
The "isostatic" nature of CIP involves immersing the mold in a fluid medium (water or oil) to apply force equally from all sides. This results in a uniform green density throughout the part, eliminating the low-density "neutral zones" often found in the center of die-pressed parts.
Minimizing Distortion and Cracking
Because the density is uniform, the part shrinks evenly in all directions during the sintering (firing) process. This predictability is critical for high-performance ceramics and metals, as it significantly minimizes warping, distortion, and cracking that result from non-uniform particle packing.
Superior Green Strength
Compacts formed via CIP exhibit significantly higher structural integrity before sintering. References indicate that green strengths can be up to 10 times greater than die-compacted counterparts, making delicate preforms easier to handle and machine prior to firing.
Processing Efficiency and Quality
Elimination of Binders
CIP can often consolidate powders without the need for significant binders. This allows manufacturers to eliminate wax binders and the associated dewaxing steps, streamlining the thermal processing cycle and reducing potential contamination sources.
Reduction of Structural Defects
The uniform pressure application reduces internal stress concentrations. By eliminating the pressure gradients inherent to uniaxial pressing, CIP produces high-integrity billets with fewer internal voids or structural defects, which is essential for safety-critical applications.
Understanding the Trade-offs
Cycle Time and Automation
While CIP offers superior quality, it is generally a batch process that may be slower than the high-speed, automated cycle of uniaxial die pressing.
Surface Finish and Tolerances
Because the mold is flexible, the outer surface of a CIP part is often less precise than a die-pressed part. Post-process machining is frequently required to achieve final net-shape tolerances on the outer diameter, whereas die pressing creates fixed lateral dimensions.
Making the Right Choice for Your Goal
To determine if CIP is the correct solution for your specific application, consider your primary constraints:
- If your primary focus is Geometric Complexity: Choose CIP for parts with undercuts, long aspect ratios, or shapes that cannot be ejected from a rigid die.
- If your primary focus is Material Integrity: Choose CIP to ensure uniform density and prevent cracking or warping during the sintering phase.
- If your primary focus is Process Purity: Choose CIP if you need to minimize or eliminate wax binders and the subsequent dewaxing process.
By leveraging the uniform pressure of Cold Isostatic Pressing, you trade the speed of simple die pressing for the ability to produce larger, stronger, and more complex components with predictable high-quality results.
Summary Table:
| Scenario | Preferred Method | Key Reason |
|---|---|---|
| Complex Geometries (Undercuts, Curves) | CIP | Flexible molds allow ejection of intricate shapes |
| High Length-to-Diameter Ratios | CIP | Uniform radial pressure eliminates density gradients |
| Extreme Size Scaling (Very Large/Small Parts) | CIP | Not limited by press tonnage or daylight |
| Simple, High-Volume Shapes | Uniaxial Die Pressing | Faster cycle times and automation |
| Critical Need for Uniform Green Density | CIP | Isostatic pressure ensures homogeneity, minimizing sintering defects |
Need to produce complex, high-integrity components?
If your project involves complex geometries, long aspect ratios, or requires superior material homogeneity, KINTEK's Cold Isostatic Pressing (CIP) solutions are the answer. Our lab presses, including isostatic and automatic lab presses, are designed to help you achieve uniform density and eliminate internal stress gradients for predictable, high-quality results.
Let KINTEK empower your R&D and production:
- Eliminate Warping & Cracking: Achieve uniform shrinkage during sintering.
- Press the Impossible: Create parts with undercuts and extreme scales that rigid dies cannot handle.
- Streamline Your Process: Reduce or eliminate binders and associated dewaxing steps.
Contact our experts today to discuss how our CIP technology can meet your specific laboratory needs.
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
















