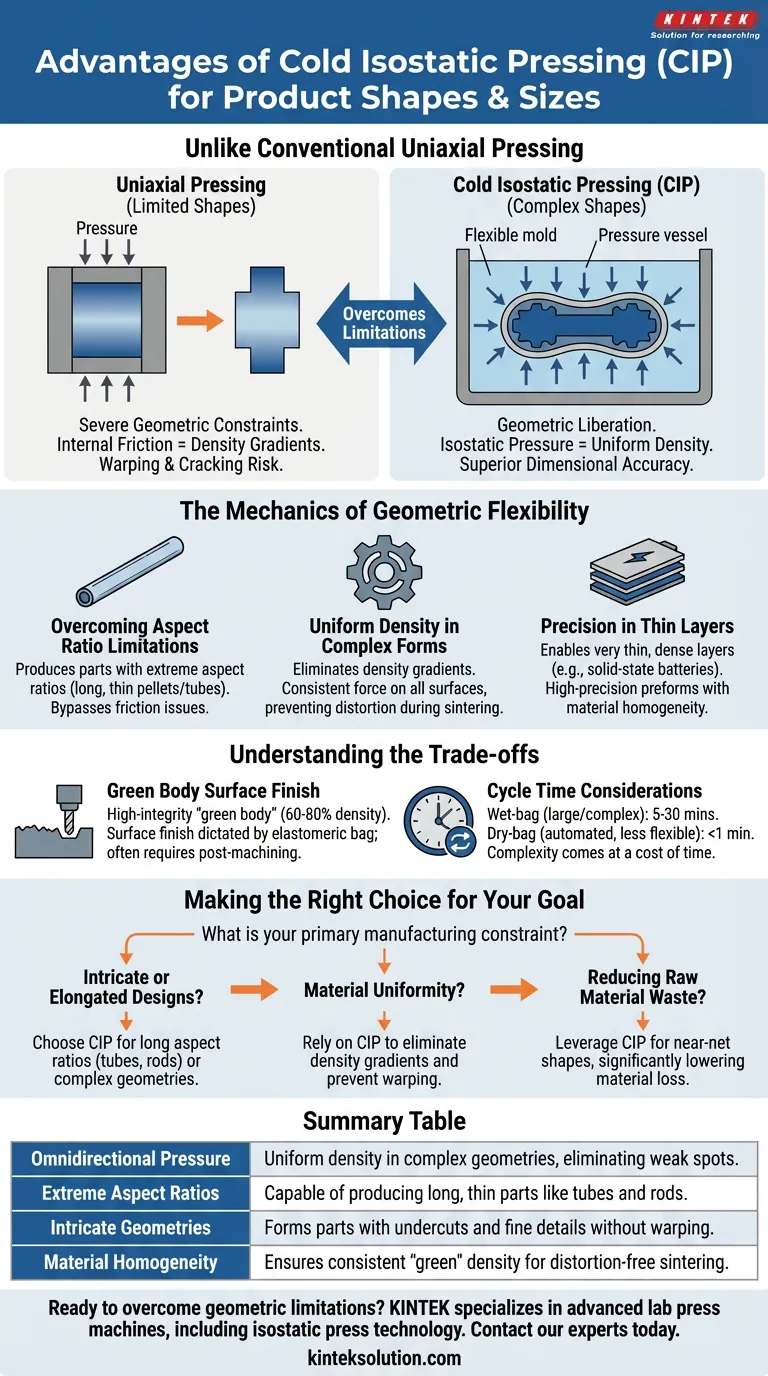
Unlike conventional uniaxial pressing, Cold Isostatic Pressing (CIP) liberates manufacturers from severe geometric constraints, enabling the production of highly complex shapes with superior dimensional accuracy. By applying uniform pressure from all directions via a liquid medium, CIP facilitates the creation of parts with extreme aspect ratios—such as long, thin pellets or tubes—that would otherwise suffer from density gradients or structural failure in standard molding processes.
The Core Insight While standard pressing creates internal friction that limits shape complexity, CIP utilizes isostatic (equal) pressure to ensure uniform density throughout the part. This allows for the successful consolidation of intricate, irregular, or elongated geometries without the warping, cracking, or distortion typically seen during the subsequent sintering phase.

The Mechanics of Geometric Flexibility
Overcoming Aspect Ratio Limitations
Standard pressing methods often struggle with parts that are significantly longer than they are wide. Friction against the die walls creates uneven density, leading to weak spots.
CIP bypasses this limitation. Because the pressure is hydraulic and omnidirectional, it can successfully compress powders into long, thin geometries—such as pellets or ceramic tubes—while maintaining structural integrity.
Uniform Density in Complex Forms
The defining advantage of CIP regarding shape is the elimination of density gradients. In uniaxial pressing, pressure drops off as you move deeper into the part, restricting design complexity.
CIP applies consistent force to every surface of the mold simultaneously. This ensures that even parts with intricate features, such as ferrites for electronics or components with undercuts, achieve a uniform "green" (pre-sintered) density. This uniformity is critical for preventing distortion when the part is eventually fired or sintered.
Precision in Thin Layers
The control offered by CIP extends to extremely fine dimensions. The process allows for the creation of very thin, dense layers, such as the solid electrolyte layers required in solid-state battery technology.
This capability makes CIP ideal for applications requiring high-precision preforms where material homogeneity is non-negotiable.
Understanding the Trade-offs
While CIP offers exceptional shape flexibility, it is vital to understand the operational realities compared to other methods.
The "Green Body" Surface Finish
CIP produces a high-integrity "green body" with 60% to 80% of theoretical density, but the surface finish is dictated by the elastomeric bag used as the mold.
Consequently, parts produced via CIP often require post-machining to achieve final surface tolerances. While CIP reduces the complexity of processing, it rarely yields a "net-shape" finished product immediately out of the press.
Cycle Time Considerations
Achieving this level of geometric complexity comes at a cost of time. A "wet-bag" CIP process, often used for large or complex shapes, has a cycle time of 5 to 30 minutes.
While automated "dry-bag" processes are faster (under 1 minute), they are generally less flexible regarding shape changes than the wet-bag method.
Making the Right Choice for Your Goal
To determine if CIP is the correct solution for your specific geometry, consider your primary manufacturing constraints.
- If your primary focus is intricate or elongated designs: Choose CIP to produce long aspect ratios (tubes, rods) or complex geometries that would crack under the friction of uniaxial pressing.
- If your primary focus is material uniformity: Rely on CIP to eliminate density gradients, ensuring that complex shapes do not warp or distort during the sintering phase.
- If your primary focus is reducing raw material waste: Leverage CIP’s ability to form near-net shapes, which significantly lowers material loss compared to machining parts from solid blocks.
By decoupling the complexity of the shape from the density of the material, CIP allows you to prioritize design performance over manufacturing limitations.
Summary Table:
| Feature | Advantage |
|---|---|
| Omnidirectional Pressure | Uniform density in complex geometries, eliminating weak spots. |
| Extreme Aspect Ratios | Capable of producing long, thin parts like tubes and rods. |
| Intricate Geometries | Forms parts with undercuts and fine details without warping. |
| Material Homogeneity | Ensures consistent "green" density for distortion-free sintering. |
Ready to overcome the geometric limitations of standard pressing for your laboratory components?
KINTEK specializes in advanced lab press machines, including isostatic press technology, to help you produce complex shapes with uniform density and superior dimensional accuracy. Whether you're developing solid-state battery components, advanced ceramics, or intricate metal parts, our expertise ensures your materials perform as designed.
Contact our pressing experts today to discuss how our CIP solutions can enhance your research and development.
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
















