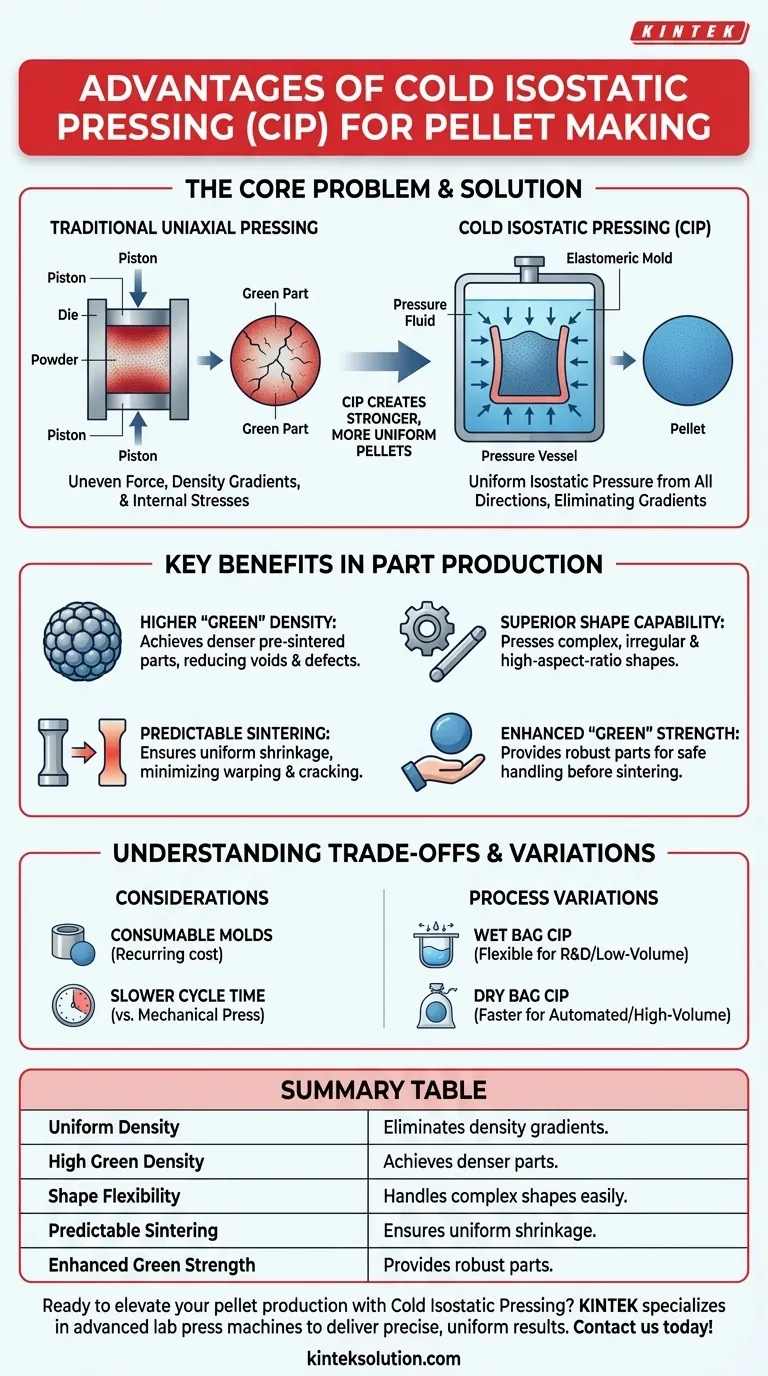
In short, Cold Isostatic Pressing (CIP) creates stronger, more uniform pellets by applying pressure equally from all directions. This method excels at producing dense parts, handling complex or long shapes, and ensuring predictable results after the final heating stage, known as sintering.
The core problem CIP solves is the non-uniformity inherent in traditional pressing methods. By using a fluid to apply pressure, CIP eliminates the density gradients, internal stresses, and shape limitations of a mechanical press, resulting in a superior "green" part before final sintering.

The Fundamental Advantage: Isostatic Pressure
The unique benefits of CIP all stem from its core mechanism: using a liquid to transmit pressure. This is fundamentally different from a traditional uniaxial press that only applies force from the top and bottom.
How It Works: Pressure from All Directions
In CIP, your powder material is sealed in a flexible, elastomeric mold. This mold is then submerged in a fluid inside a pressure vessel.
When the vessel is pressurized, the fluid transmits that pressure equally and simultaneously to every point on the surface of the mold. This is known as isostatic pressure.
The Result: Unmatched Density Uniformity
Because the compressive force is uniform, the powder compacts evenly throughout its volume. This eliminates the internal density variations and shear planes common in parts made with a rigid, one-directional die press.
Key Benefits in Part Production
This uniform compaction translates directly into several critical manufacturing advantages for pellets, cylinders, and complex components.
Higher "Green" Density
CIP compacts powder more effectively than other cold pressing methods, achieving a higher density in the pre-sintered state, known as green density. This denser part is closer to the material's maximum packing density, reducing voids and internal defects.
Superior Shape Capability
Since the pressure is applied by a fluid conforming to a flexible mold, CIP is not limited by the constraints of a rigid die. This allows for the successful pressing of:
- Complex and irregular shapes that would be impossible to eject from a rigid die.
- Parts with a high aspect ratio, such as long, thin rods or tubes that would likely fracture under uniaxial pressure.
Predictable Sintering and Final Strength
The uniform green density is the key to predictable final outcomes. A part with even density will shrink uniformly and predictably during sintering.
This avoids the warping, cracking, and internal stresses that can occur when a part with density gradients is heated. The final result is a component with higher, more reliable material strength.
Enhanced "Green" Strength for Handling
The dense and uniformly compacted "green" part is significantly more robust. This increased green strength reduces the risk of breakage during handling, loading, and transfer operations before the part is fully hardened by sintering.
Understanding the Trade-offs
While powerful, CIP is not the universal solution for every application. Understanding its limitations is key to making an informed decision.
Tooling and Molds
The flexible elastomer molds are consumable items. They wear out over time and can be a recurring cost, unlike the hardened steel dies of a conventional press which have a very long life.
Cycle Time and Throughput
The process of loading the mold, sealing the vessel, pressurizing, depressurizing, and unloading can be slower than the rapid stamping action of an automated mechanical press. For extremely high-volume production of simple shapes (like basic tablets), other methods may be faster.
Process Variations: Wet vs. Dry Bag
The speed limitation can be mitigated by the choice of CIP method.
- Wet Bag CIP: The mold is physically submerged in the pressure fluid for each cycle. This offers maximum flexibility for different shapes and is ideal for R&D or low-volume production.
- Dry Bag CIP: The flexible mold is integrated into the pressure vessel itself. Powder is loaded directly into it, making the process faster and more suited for automated, higher-volume production of standardized shapes.
Making the Right Choice for Your Goal
Your specific objective determines whether CIP is the optimal choice over other consolidation methods.
- If your primary focus is achieving the highest uniform density and final material strength: CIP is the superior choice due to its isostatic pressure application.
- If your primary focus is producing complex geometries or high-aspect-ratio parts: CIP's flexible molding provides capabilities that rigid dies cannot match.
- If your primary focus is cost-effective production of large parts: CIP avoids the need for massive, expensive mechanical presses and die sets.
- If your primary focus is extremely high-volume production of very simple shapes: You must weigh the density benefits of CIP against the potentially faster cycle times of a dedicated uniaxial press.
Ultimately, choosing Cold Isostatic Pressing is an investment in part quality, uniformity, and geometric freedom.
Summary Table:
| Advantage | Description |
|---|---|
| Uniform Density | Eliminates density gradients and internal stresses for even compaction. |
| High Green Density | Achieves denser pre-sintered parts, reducing voids and defects. |
| Shape Flexibility | Handles complex, irregular, and high-aspect-ratio shapes easily. |
| Predictable Sintering | Ensures uniform shrinkage, minimizing warping and cracking. |
| Enhanced Green Strength | Provides robust parts for safe handling before final sintering. |
Ready to elevate your pellet production with Cold Isostatic Pressing? KINTEK specializes in advanced lab press machines, including isostatic presses, to deliver precise, uniform results for your laboratory needs. Contact us today to discuss how our solutions can enhance your material strength and efficiency!
Visual Guide
Related Products
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Lab Cylindrical Press Mold for Laboratory Use
People Also Ask
- Why is a laboratory cold isostatic press (CIP) required for battery research? Achieve Isotropic Uniformity
- What role does a specialized rubber bag play in CIP for ceramics? Key to Uniform Density and Precision
- What types of equipment are available for cold isostatic pressing? Explore CIP Solutions for Labs and Production
- Why is CIP preferred over uniaxial pressing for Al 6061? Achieve Uniform Density and High-Performance Alloys
- What are the process advantages of using Cold Isostatic Pressing (CIP) for LSMO? Achieve Defect-Free Density



















