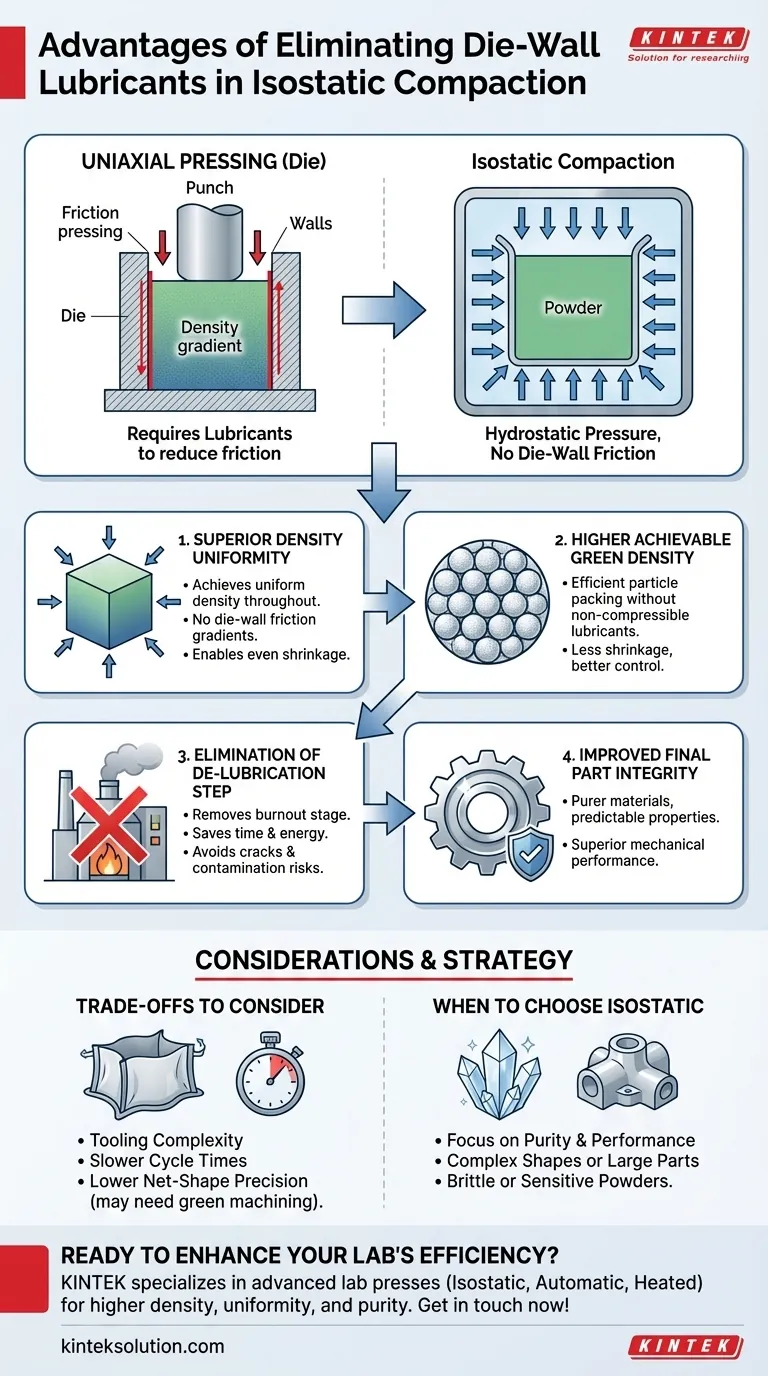
Eliminating die-wall lubricants through isostatic compaction provides three primary advantages over traditional powder pressing methods. This approach yields parts with higher and more uniform density, circumvents the entire lubricant removal stage prior to sintering, and significantly improves the quality and consistency of the final component, especially when working with fine or brittle powders.
Isostatic compaction's core benefit is its use of uniform, hydrostatic pressure, which makes die-wall lubricants unnecessary. This design fundamentally solves the problems of friction, density gradients, and contamination inherent in traditional uniaxial pressing, leading to a simpler process and a superior "green" part before final sintering.

The Core Problem: Friction in Powder Compaction
To understand the benefits of eliminating lubricants, we must first understand why they are used in other processes, such as conventional uniaxial (die) pressing.
Why Lubricants are Necessary in Uniaxial Pressing
In uniaxial pressing, pressure is applied from one or two directions by punches within a rigid die. This forces the powder particles against the stationary die walls.
This movement creates immense friction, which opposes the compacting pressure. Lubricants are added to the powder or coated on the die wall to reduce this friction.
The Inherent Downsides of Lubricants
While necessary for die compaction, lubricants introduce significant problems. The friction they are meant to reduce still causes density gradients, where the part is less dense farther away from the punch face.
Furthermore, the lubricant is a foreign substance that must be completely burned out before sintering. This de-lubrication step adds time, energy cost, and a major potential for introducing defects like cracks or contamination into the final part.
Key Advantages of a Lubricant-Free Process
Isostatic compaction applies pressure equally from all directions using a fluid medium. This eliminates directional force and, therefore, the friction that necessitates lubricants.
Superior Density Uniformity
Because pressure is applied hydrostatically, every part of the powder mass is compacted equally. There are no die walls for the powder to rub against.
This complete absence of die-wall friction results in a green part with exceptionally uniform density, free from the gradients that plague uniaxially pressed components.
Higher Achievable Green Density
Without the non-compressible lubricant mixed in the powder or taking up space at the die wall, the powder particles can pack more efficiently.
At a given compaction pressure, this allows for a higher "green" density (the density of the part before sintering), which leads to less shrinkage and better dimensional control in the final product.
Elimination of the De-lubrication Step
Removing the need for lubricants entirely eliminates the burnout stage. This simplifies the manufacturing workflow, saving significant time and energy.
More importantly, it removes a critical failure point. Issues like incomplete burnout, carbon contamination, or thermal-shock cracking during de-lubrication are completely avoided.
Improved Final Part Integrity
The benefits of a uniform, high-density green part carry through to the final sintered component. Uniform density ensures predictable and even shrinkage, reducing the risk of warpage or cracking.
The absence of lubricant residue ensures a purer material structure, leading to superior mechanical and physical properties in the finished part.
Understanding the Trade-offs
While the advantages are significant, choosing isostatic compaction is not without its considerations. It is a solution tailored to specific needs.
Tooling Complexity
Isostatic pressing requires a flexible, fluid-tight mold or "bag" to contain the powder, which is then placed inside a high-pressure vessel. This tooling can be more complex to design and handle than the simple, rigid dies used in uniaxial pressing.
Cycle Times
The process of filling and sealing the flexible mold, loading it into the pressure chamber, and running the pressurization cycle can be slower than the rapid, automated action of a mechanical die press. This often makes it less suitable for extremely high-volume production of simple parts.
Geometric Precision
While excellent for complex shapes, the flexible molds used in isostatic pressing may not provide the same ultra-precise, net-shape dimensional tolerances as a machined rigid die. Parts often require some "green machining" before sintering to meet tight specifications.
Making the Right Choice for Your Goal
Adopting a lubricant-free isostatic process is a strategic decision driven by the end-use requirements of the component.
- If your primary focus is material purity and performance: Isostatic pressing is superior because it eliminates the risk of defects and contamination from lubricant burnout.
- If your primary focus is producing complex shapes or large parts: The uniform pressure is ideal for creating components with high aspect ratios or intricate geometries without density-related flaws.
- If your primary focus is reliability with brittle or sensitive powders: For materials like advanced ceramics, eliminating die-wall friction is the most effective way to prevent hidden density variations that can cause failure.
Ultimately, forgoing die-wall lubricants via isostatic compaction is a powerful strategy for applications where final part integrity and uniformity cannot be compromised.
Summary Table:
| Advantage | Description |
|---|---|
| Superior Density Uniformity | Achieves uniform density without friction-induced gradients, ensuring even shrinkage and reduced defects. |
| Higher Green Density | Enables better particle packing for increased density, leading to less shrinkage and improved dimensional control. |
| Elimination of De-lubrication | Removes the need for lubricant burnout, saving time, energy, and avoiding contamination or cracking risks. |
| Improved Final Part Integrity | Results in purer materials and predictable properties, enhancing mechanical and physical performance. |
Ready to enhance your lab's efficiency with lubricant-free compaction? KINTEK specializes in advanced lab press machines, including isostatic presses, automatic lab presses, and heated lab presses, designed to deliver higher density, uniformity, and purity for your materials. Contact us today to discuss how our solutions can meet your laboratory needs and boost your part quality—get in touch now!
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- What types of equipment are available for cold isostatic pressing? Explore CIP Solutions for Labs and Production
- What are the process advantages of using Cold Isostatic Pressing (CIP) for LSMO? Achieve Defect-Free Density
- What is the primary function of a Cold Isostatic Press (CIP) in NASICON preparation? Achieve 96% Theoretical Density
- Why is Cold Isostatic Pressing (CIP) applied after uniaxial pressing? Optimize Superconductor Precursor Density
- What are the key features of automated laboratory Cold Isostatic Press (CIP) systems? Achieve Precise, High-Pressure Powder Consolidation







