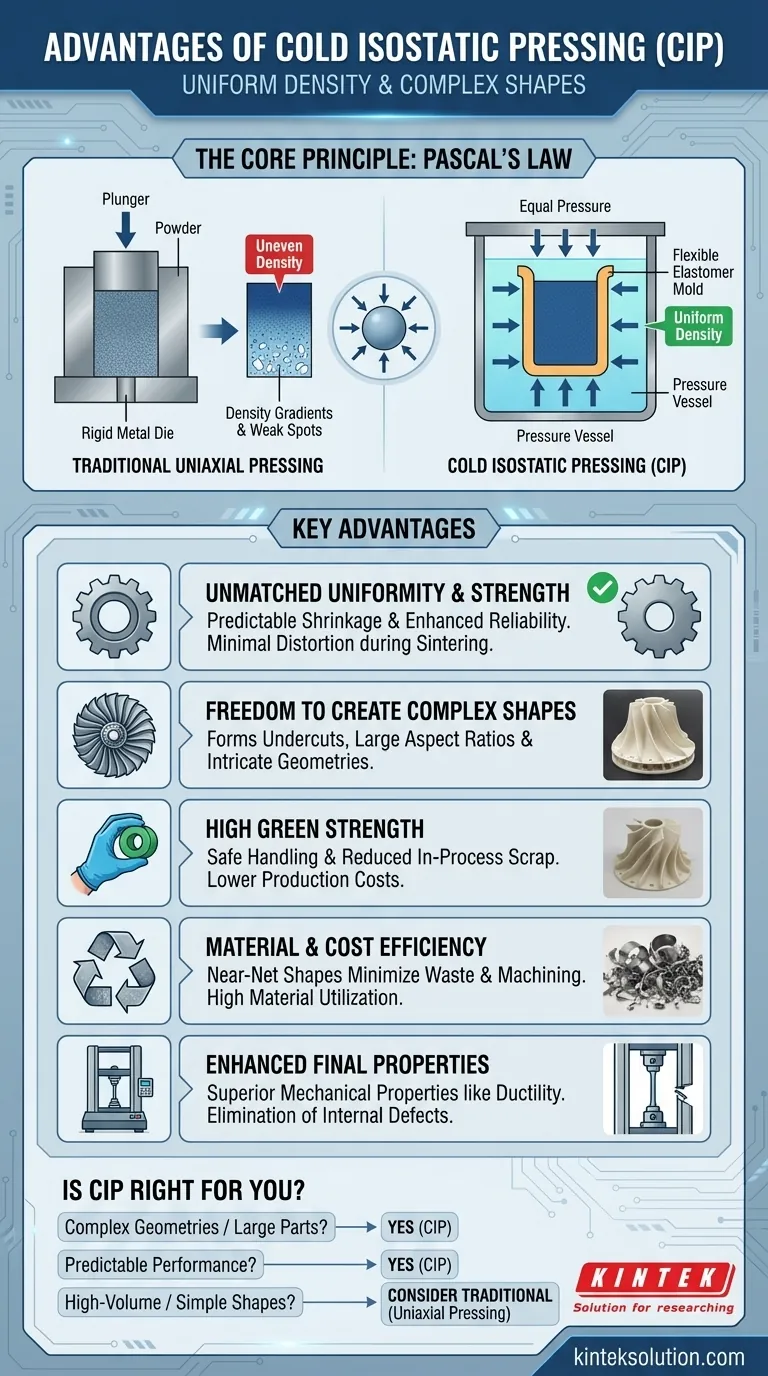
In short, the primary advantages of Cold Isostatic Pressing (CIP) are its ability to create parts with highly uniform density and to form complex shapes that are impossible with other powder compaction methods. This process applies equal pressure from all directions to a powder enclosed in a flexible mold, resulting in exceptionally consistent green parts with high strength for handling, predictable shrinkage during sintering, and superior final mechanical properties.
The core strength of CIP is not just what it produces, but how it produces it. By leveraging Pascal's Law to apply uniform pressure, CIP eliminates the density gradients and internal stresses common in traditional pressing, unlocking a higher potential for material quality and design freedom.

How CIP Achieves Superior Compaction
To understand the advantages of CIP, you must first understand its fundamental principle. Unlike traditional uniaxial pressing, which compresses powder from one or two directions, CIP uses a liquid to exert pressure evenly across the entire surface of the part.
The Principle: Pascal's Law in Action
The process is a direct application of Pascal's Law, which states that pressure applied to an enclosed fluid is transmitted undiminished to every portion of the fluid and the walls of the containing vessel.
In CIP, the powder is sealed in an elastomeric mold and submerged in a pressure vessel filled with liquid. When the liquid is pressurized, that pressure acts uniformly on the flexible mold from all angles.
The Result: Uniform Green Density
This isostatic (uniform in all directions) pressure forces the powder particles together with equal force, regardless of the part's geometry.
The outcome is a compacted "green" part with exceptionally uniform density throughout its volume. This eliminates the weak spots, internal voids, and stress lines often found in parts made with directional pressing.
Key Advantages Explained
This uniform green density is the source of nearly every other benefit associated with Cold Isostatic Pressing.
Unmatched Uniformity and Strength
Because the green part is uniformly dense, its behavior during the subsequent heating (sintering) phase is highly predictable. This leads to minimal distortion and uniform shrinkage.
The lack of air entrapment and internal voids results in a final sintered part with consistent, reliable strength and enhanced mechanical properties, such as ductility.
Freedom to Create Complex Shapes
The use of a flexible, low-resistance elastomer mold liberates designers from the constraints of rigid dies.
CIP can produce parts with complex geometries, undercuts, and large aspect ratios (e.g., long, thin tubes) that would be impossible to press or de-mold using traditional methods. It is highly versatile for both large-sized materials and intricate components.
High Material and Cost Efficiency
CIP is excellent for producing near-net shapes, which reduces material waste and minimizes the need for extensive post-sintering machining.
Furthermore, the high "green strength" of the compacted part means it can be safely handled, machined, or transported before the final hardening step. This robustness significantly lowers production costs by reducing in-process scrap.
Understanding the Trade-offs
While powerful, CIP is not the universal solution for all powder compaction needs. Understanding its limitations is key to using it effectively.
Focus on "Green" State Compaction
CIP is a consolidation step, not a final production method. The parts it produces are in a "green" state, meaning they have density and handling strength but have not yet achieved their final material properties. A subsequent sintering or Hot Isostatic Pressing (HIP) step is always required to fuse the particles into a solid, functional component.
Tooling and Cycle Times
The elastomeric molds used in CIP have a finite lifespan and are generally less durable than the hardened steel dies used in uniaxial pressing. For very high-volume production of simple shapes like small cylinders or blocks, traditional pressing is often faster and more cost-effective per part.
Dimensional Tolerances
While shrinkage is very predictable, it is not a perfect net-shape process. The flexibility of the mold means that achieving extremely tight dimensional tolerances may still require final machining, though significantly less than with other consolidation methods.
Is CIP the Right Choice for Your Application?
Choosing the correct compaction method depends entirely on your project's specific goals for geometry, performance, and volume.
- If your primary focus is complex geometries or large parts: CIP is the superior choice, as the flexible tooling and uniform pressure overcome the design limitations of rigid dies.
- If your primary focus is predictable final properties and performance: CIP's ability to create a uniformly dense green part is critical for minimizing internal defects and ensuring consistent, reliable material behavior.
- If your primary focus is high-volume production of simple shapes: Traditional high-speed uniaxial pressing will likely offer a lower cost per part and a faster cycle time.
By understanding the principle of isostatic pressure, you can effectively leverage CIP to achieve a level of material quality and design complexity that other methods cannot match.
Summary Table:
| Advantage | Description |
|---|---|
| Uniform Density | Eliminates density gradients for consistent green parts with predictable shrinkage. |
| Complex Shapes | Forms intricate geometries and large aspect ratios impossible with other methods. |
| High Green Strength | Allows safe handling and reduces in-process scrap, lowering costs. |
| Material Efficiency | Produces near-net shapes to minimize waste and machining needs. |
| Enhanced Properties | Results in superior final mechanical properties like ductility and reliability. |
Ready to enhance your laboratory's capabilities with Cold Isostatic Pressing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver uniform compaction and complex part formation for your specific needs. Our solutions help reduce waste, improve material properties, and increase efficiency—contact us today to discuss how we can support your projects! Get in touch now
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- For what types of materials and applications are automated CIP systems particularly beneficial? Unlock Purity and Complex Shapes
- What types of equipment are available for cold isostatic pressing? Explore CIP Solutions for Labs and Production
- What are the key features of automated laboratory Cold Isostatic Press (CIP) systems? Achieve Precise, High-Pressure Powder Consolidation
- How does a Cold Isostatic Press (CIP) increase Bi-2223/Ag current density? Boost Superconductivity with Uniform Pressure
- Why is an Isostatic Press (CIP) Necessary After Uniaxial Pressing? Achieve Transparency in Nd:Y2O3 Ceramics










