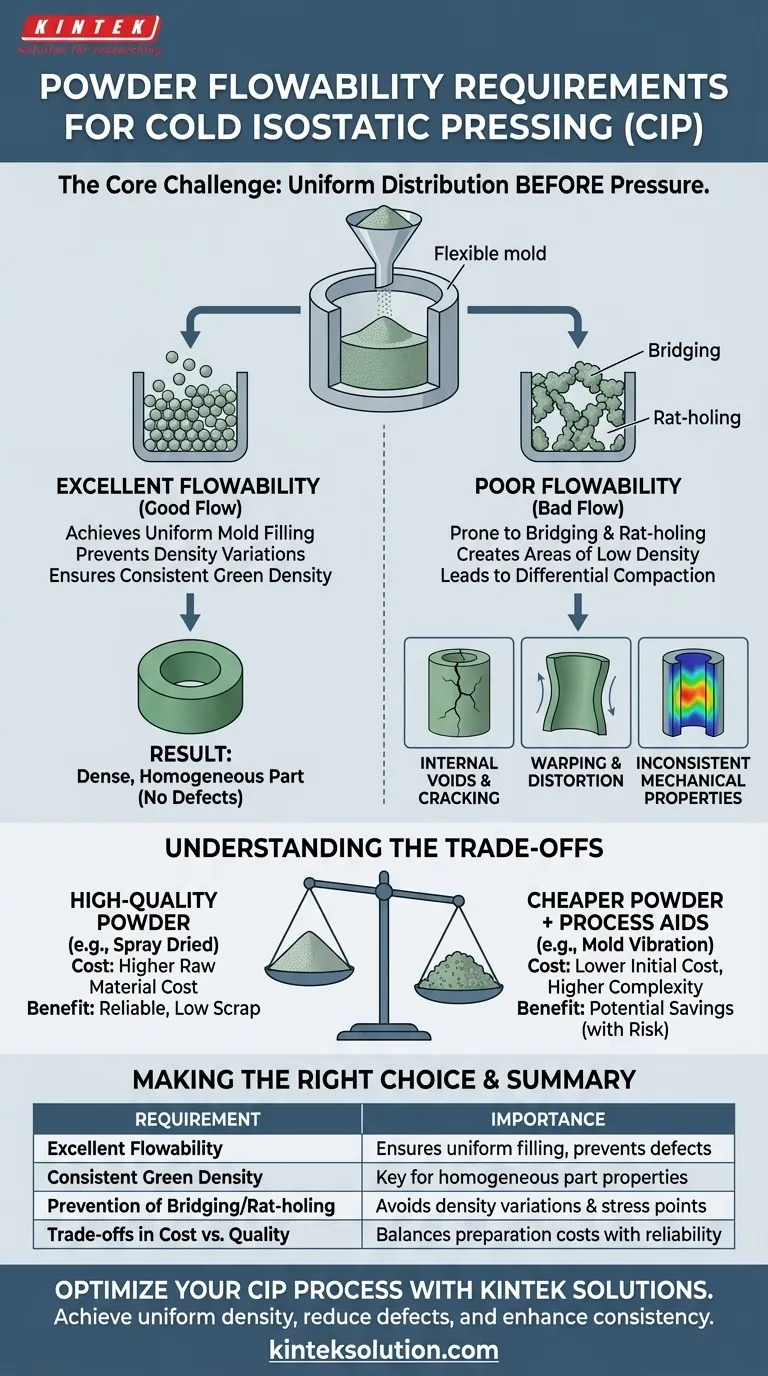
For Cold Isostatic Pressing (CIP) to be successful, the powder used must have excellent flowability. This is not a preference but a fundamental requirement for the process. Good flow ensures the powder can completely and uniformly fill the flexible mold, which is the critical first step toward creating a dense, homogeneous part free of internal defects.
The core challenge in CIP is not just applying pressure, but ensuring the powder is uniformly distributed before pressure is applied. Excellent flowability is the key to achieving this initial uniform density, which directly prevents defects and ensures the final part has consistent properties.

The Critical Role of Flowability in the CIP Process
Cold Isostatic Pressing relies on hydrostatic pressure—equal force applied from all directions—to compact a powder. For this to work, the starting powder fill must be as close to perfect as possible.
Achieving Uniform Mold Filling
The CIP process uses a flexible mold or bag, which is filled with powder. Unlike a rigid die, you cannot rely on force to pack the powder into every corner.
The powder must flow freely under gravity to fill the entire mold cavity, including any complex geometries, without leaving air pockets or voids.
Preventing Density Variations
Poorly flowing powders are prone to "bridging" (where particles lock up and form an arch over a void) and "rat-holing" (where a channel empties while material clings to the sides).
These phenomena create areas of low powder density within the mold before pressing even begins.
Ensuring Consistent Green Density
When uniform pressure is applied, areas with lower initial density will compact more than areas with higher density.
This differential compaction is the root cause of most defects. Excellent flowability is the primary method for achieving a consistent green density (the density of the un-sintered part) throughout the entire component.
The Consequences of Poor Flowability
Using a powder with inadequate flow properties directly compromises the integrity of the final part, leading to a high rate of rejection and inconsistent performance.
Internal Voids and Cracking
When low-density regions compact excessively, they can create stress points. This often results in internal micro-cracks or even large voids that are not visible on the surface.
These defects severely weaken the component and are a primary failure mode.
Warping and Distortion
Non-uniform density causes the part to shrink unevenly during both pressing and any subsequent sintering or heat treatment steps.
This results in warping and a failure to meet dimensional tolerances, rendering the part useless for precision applications in aerospace, medical, or automotive industries.
Inconsistent Mechanical Properties
The goal of CIP is to produce a part with balanced, isotropic strength. Density variations create weak spots.
A part made with poorly flowing powder will have unpredictable mechanical properties, failing to deliver the reliability that CIP is known for.
Understanding the Trade-offs
Achieving excellent flowability is a technical goal that comes with practical costs. The decision to invest in powder quality is a balance between manufacturing cost and final part quality.
The Cost of Powder Preparation
Many raw powders, especially fine ceramics like silicon nitride or silicon carbide, have naturally poor flow. To improve this, they are often processed via spray drying.
Spray drying agglomerates fine particles into larger, spherical granules that flow exceptionally well. However, this is an additional, energy-intensive manufacturing step that increases the raw material cost.
The Complexity of Process Aids
An alternative to improving the powder itself is to assist the filling process. This is most commonly done with mold vibration.
Vibrating the mold during filling can help settle the powder and break up bridges, improving density. This adds equipment complexity, requires careful process control, and may not fully compensate for extremely poor powder flow.
The Balance Between Cost and Quality
There is a direct trade-off. Using a cheaper, non-optimized powder may seem to save money initially, but it often leads to higher scrap rates, increased inspection costs, and lower part reliability.
Investing in a high-flowability powder or a well-controlled process aid is often more economical when the total cost of producing a successful part is considered.
Making the Right Choice for Your Application
Your strategy for addressing flowability should be dictated by your end goal, whether it is maximum performance, cost reduction, or process development.
- If your primary focus is maximum part integrity and performance: Invest in powders with inherently excellent flow, often through processes like spray drying, as this is the most reliable way to minimize defects.
- If your primary focus is cost reduction on less critical components: You may explore using less-ideal powders, but be prepared to implement and optimize process aids like mold vibration to compensate for poor flow.
- If your primary focus is process development or prototyping: Start with a high-flowability powder to establish a stable and repeatable baseline before attempting to optimize costs with more challenging materials.
Ultimately, controlling powder flowability gives you direct control over the quality and consistency of your final pressed component.
Summary Table:
| Requirement | Importance |
|---|---|
| Excellent Flowability | Ensures uniform mold filling and prevents defects like voids and warping |
| Consistent Green Density | Key for homogeneous part properties and isotropic strength |
| Prevention of Bridging/Rat-holing | Avoids density variations and internal stress points |
| Trade-offs in Cost vs. Quality | Balances powder preparation costs with part reliability and scrap rates |
Struggling with powder flowability in your Cold Isostatic Pressing process? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the precise needs of laboratories. Our expertise ensures you achieve uniform density, reduce defects, and enhance part consistency. Contact us today to discuss how our solutions can optimize your CIP operations and deliver reliable results for your critical applications!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts









