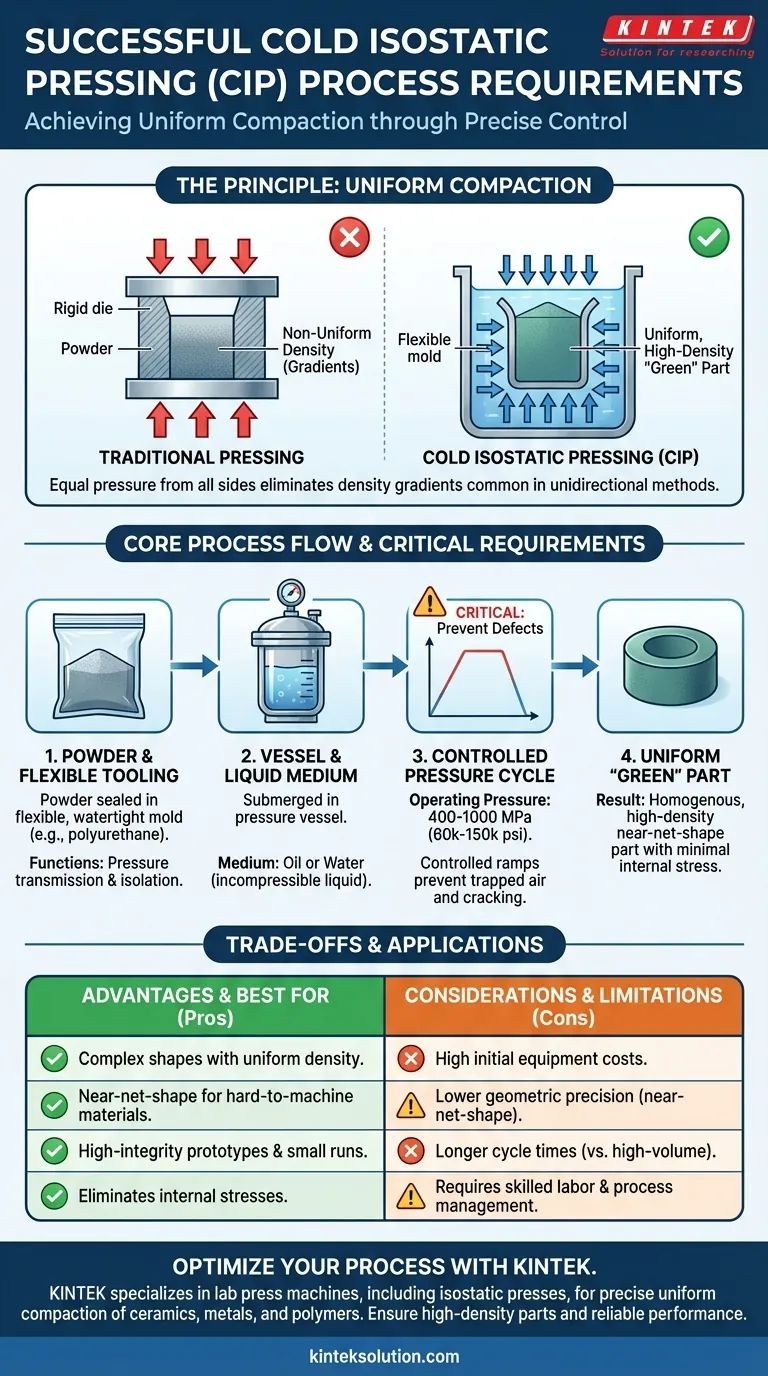
Successful Cold Isostatic Pressing (CIP) hinges on a precise combination of extreme pressure, controlled application rates, and appropriate material containment. The process requires pressures between 400 and 1000 MPa (60,000 to 150,000 psi) applied via a liquid medium like oil or water. Critically, both the pressurization and depressurization cycles must be carefully managed to ensure uniform compaction and prevent internal defects in the final part.
The fundamental goal of Cold Isostatic Pressing is not merely compaction, but uniform compaction. Every process requirement—from the flexible mold to the controlled pressure ramps—is designed to apply equal force from all directions, creating a homogenous, high-density "green" part free from the internal stresses common in other methods.

The Principle of Uniform Compaction
Cold Isostatic Pressing is a powder metallurgy process designed to overcome a primary limitation of traditional unidirectional pressing: density gradients. By applying pressure equally on all surfaces, it achieves a far more consistent result.
How Uniform Pressure is Achieved
The powder to be compacted is first sealed inside a flexible, watertight mold, typically made of rubber, urethane, or PVC. This sealed mold is then submerged in a liquid-filled high-pressure vessel.
As a hydraulic system increases the pressure of the surrounding fluid, that pressure is transmitted equally and simultaneously to every surface of the flexible mold. This ensures the powder compacts with exceptionally uniform density.
The Advantage Over Unidirectional Pressing
In traditional die pressing, pressure is applied from one or two directions. Friction between the powder and the rigid die walls prevents uniform pressure transmission, resulting in a part that is less dense at its center and away from the punches. CIP eliminates this issue entirely.
Core Process Requirements
Achieving a successful outcome with CIP depends on controlling three key areas: the pressure system, the material tooling, and the equipment itself.
Pressure Range and Medium
The operating pressure is a critical variable and typically ranges from 400 MPa (60,000 psi) for many ceramics and polymers up to 1000 MPa (150,000 psi) for refractory metals and advanced materials.
The pressure medium is almost always a liquid, as liquids are incompressible and transfer pressure efficiently. Oil or water-based fluids are the standard choice, and the process is conducted at or near room temperature.
Controlled Pressurization and Depressurization
This is arguably the most critical process parameter for quality control. A rapid increase or decrease in pressure can trap air, create internal shear planes, or cause cracking as stored elastic energy is released.
Controlled, steady ramps ensure that compaction occurs uniformly throughout the part's volume and that pressure is relieved without causing structural defects.
Material Encapsulation and Tooling
The flexible mold is a vital piece of tooling. It serves two purposes:
- Pressure Transmission: It acts as a flexible barrier that perfectly transmits the isostatic pressure from the fluid to the powder.
- Isolation: It creates a hermetic seal, preventing the pressurizing fluid from contaminating the powder.
The design of this mold dictates the "green" shape of the final part.
Understanding the Trade-offs and Limitations
While powerful, CIP is not a universal solution. Its advantages come with specific trade-offs that must be considered.
High Initial Equipment Costs
The high-pressure vessels, hydraulic pumps, and safety systems required for CIP represent a significant capital investment. This makes the process best suited for applications where its unique benefits justify the cost.
Lower Geometric Precision
Because the compaction occurs in a flexible mold, CIP does not produce the same tight dimensional tolerances as methods using rigid steel dies. Parts are considered near-net-shape and often require a final machining or sintering step to achieve their final dimensions.
Production Rate Considerations
The cycle time for CIP—including loading, pressurization, depressurization, and unloading—is generally longer than for high-volume methods like automated die compaction. It is often better suited for complex components, prototypes, or smaller production runs.
Material and Labor Requirements
The process requires powders with good compaction characteristics. Furthermore, operating the high-pressure equipment safely and effectively demands skilled labor and rigorous process management.
Making the Right Choice for Your Application
Selecting the right manufacturing process depends entirely on your end goal. Use these guidelines to determine if CIP is the optimal choice.
- If your primary focus is producing complex shapes with high, uniform density: CIP is an excellent choice, as it eliminates the density gradients and shape limitations of unidirectional pressing.
- If your primary focus is achieving near-net-shape for hard-to-machine materials: CIP is ideal for creating a homogenous preform that minimizes expensive and difficult final machining operations.
- If your primary focus is high-volume production of simple parts: Traditional die compaction or powder injection molding will likely be more cost-effective and faster.
By understanding these core requirements and trade-offs, you can leverage CIP to produce high-integrity components that are difficult or impossible to achieve with other methods.
Summary Table:
| Process Requirement | Key Details |
|---|---|
| Pressure Range | 400-1000 MPa (60,000-150,000 psi) |
| Pressure Medium | Oil or water-based fluids |
| Pressurization/Depressurization | Controlled, steady ramps to ensure uniform compaction and prevent defects |
| Material Tooling | Flexible molds (e.g., rubber, urethane) for uniform pressure transmission and isolation |
| Target Materials | Ceramics, polymers, refractory metals, and advanced materials |
| Key Advantage | Uniform density and elimination of internal stresses in complex shapes |
Ready to enhance your lab's capabilities with precise Cold Isostatic Pressing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the unique needs of laboratories working with ceramics, metals, and polymers. Our equipment ensures uniform compaction, high-density parts, and reliable performance for complex shapes and prototypes. Contact us today to discuss how our solutions can optimize your process and deliver superior results!
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- For what types of materials and applications are automated CIP systems particularly beneficial? Unlock Purity and Complex Shapes
- How does a Cold Isostatic Press (CIP) facilitate the preparation of CaO-doped silicon carbide (SiC) green bodies?
- How does a Cold Isostatic Press (CIP) increase Bi-2223/Ag current density? Boost Superconductivity with Uniform Pressure
- Why is an Isostatic Press (CIP) Necessary After Uniaxial Pressing? Achieve Transparency in Nd:Y2O3 Ceramics
- What types of equipment are available for cold isostatic pressing? Explore CIP Solutions for Labs and Production









