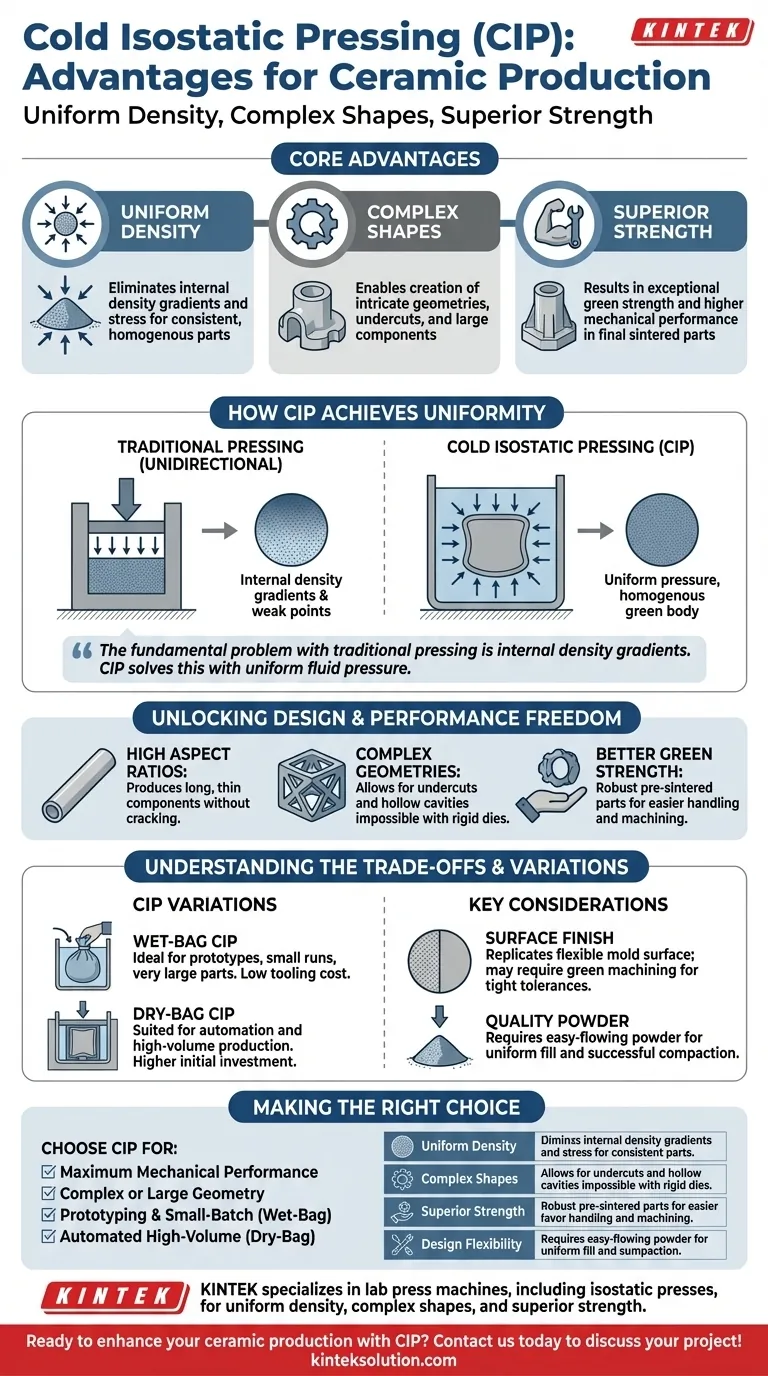
At its core, Cold Isostatic Pressing (CIP) offers three primary advantages for ceramic production: it achieves exceptionally uniform density, enables the creation of complex shapes impossible with other methods, and results in superior mechanical strength in the final sintered part. This is accomplished by applying equal pressure from all directions to a ceramic powder enclosed in a flexible mold.
The fundamental problem with traditional, unidirectional pressing is that it creates internal density gradients and stress, which become weak points in the final product. CIP solves this by using a fluid to apply pressure uniformly from all sides, creating a homogenous, stronger pre-sintered component and unlocking new possibilities in ceramic design.

How CIP Achieves Superior Uniformity
The defining characteristic of CIP is the application of isostatic pressure. This principle is the source of its most significant benefits over conventional pressing techniques.
The Principle of Isostatic Pressure
Unlike uniaxial pressing, where force is applied from one or two directions (like a piston), CIP submerges the component in a fluid. This fluid is then pressurized, exerting an equal and simultaneous force on every surface of the flexible mold containing the ceramic powder.
This process eliminates the internal friction and shear forces that cause density variations in traditional compaction methods.
Eliminating Density Gradients
Because pressure is uniform, the ceramic powder compacts consistently throughout its volume. This prevents the formation of density gradients, which are common in uniaxially pressed parts where the areas closest to the punch are denser than the center.
A part without these gradients is free from the internal stresses that can lead to cracking during handling, drying, or the final firing (sintering) stage.
The Impact on Sintering
The uniformity of the pre-sintered part, known as the "green" body, is critical. A homogenous green body shrinks predictably and evenly during sintering.
This leads to higher dimensional accuracy, reduced warpage, and a much lower rejection rate for finished components.
Unlocking Design and Performance Freedom
The unique nature of the CIP process directly translates into greater freedom for designers and engineers, allowing for parts that are geometrically complex, large, or require high performance.
Complex Geometries and Undercuts
Since the powder is contained in a flexible, elastic mold rather than a rigid steel die, CIP can produce parts with intricate shapes, undercuts, and hollow cavities. This opens the door for designs that would otherwise require multiple components to be joined together.
High Aspect Ratios
CIP excels at producing parts with a high aspect ratio, such as long, thin tubes, rods, or plates. The uniform pressure prevents the cracking and density variations that plague such shapes when made with unidirectional pressing.
Superior Green and Final Strength
The high, uniform density of a CIPed part results in exceptional green strength. This means the component is robust enough to be handled, moved, and even machined before the final sintering step, reducing in-process damage.
After sintering, this initial uniformity translates into enhanced mechanical properties, including greater material strength and ductility, making parts more reliable in demanding applications.
Understanding the Trade-offs and Process Variations
While powerful, CIP is not a universal solution. Understanding its variations and limitations is key to using it effectively.
Wet-Bag vs. Dry-Bag CIP
The process is generally divided into two categories. Wet-bag CIP involves manually placing the sealed mold into the pressure vessel, making it ideal for prototypes, small production runs, and very large parts due to its low tooling cost.
Dry-bag CIP integrates the mold directly into the pressure vessel, allowing for much faster cycle times and automation. This method is suited for higher-volume production but requires a significantly larger initial investment in dedicated tooling.
Surface Finish and Tolerances
The surface finish of a part directly from a CIP process is a replication of the inner surface of the flexible mold. It is typically not as smooth as a part from a polished steel die.
For applications requiring very tight dimensional tolerances, a secondary green machining step is often performed before sintering to achieve the final precise shape.
The Need for Quality Powder
The success of CIP relies on the ceramic powder flowing easily and filling the flexible mold uniformly before pressure is applied. Powders with poor flow characteristics can lead to voids and an inconsistent initial fill, undermining the benefits of the process.
Making the Right Choice for Your Goal
Selecting CIP depends entirely on the specific requirements of your component and production goals.
- If your primary focus is maximum mechanical performance: Choose CIP to create parts with the highest possible uniform density and strength for critical, high-stress applications.
- If your primary focus is a complex or large geometry: CIP is often the only viable method for producing intricate shapes, undercuts, or very large components that cannot be made in a rigid die.
- If your primary focus is prototyping and small-batch production: Wet-bag CIP provides a cost-effective path to produce and test high-quality ceramic parts without investing in expensive hard tooling.
- If your primary focus is automated, high-volume production: Dry-bag CIP is an excellent choice for efficiently manufacturing complex parts at scale, provided the initial tooling investment is justified.
By understanding how isostatic pressure creates a superior green body, you can leverage CIP to produce stronger, more reliable, and more complex ceramic components.
Summary Table:
| Advantage | Description |
|---|---|
| Uniform Density | Eliminates density gradients and internal stresses for consistent compaction. |
| Complex Shapes | Enables production of intricate geometries, undercuts, and high aspect ratios. |
| Superior Strength | Results in higher mechanical strength and reliability in sintered parts. |
| Design Flexibility | Allows for prototyping and production of large or complex components with ease. |
Ready to enhance your ceramic production with Cold Isostatic Pressing? KINTEK specializes in lab press machines, including isostatic presses, to help laboratories achieve uniform density, complex shapes, and superior strength in their ceramic components. Our solutions are tailored to meet your prototyping and production needs, ensuring high performance and efficiency. Contact us today to discuss how our expertise can benefit your projects!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
















