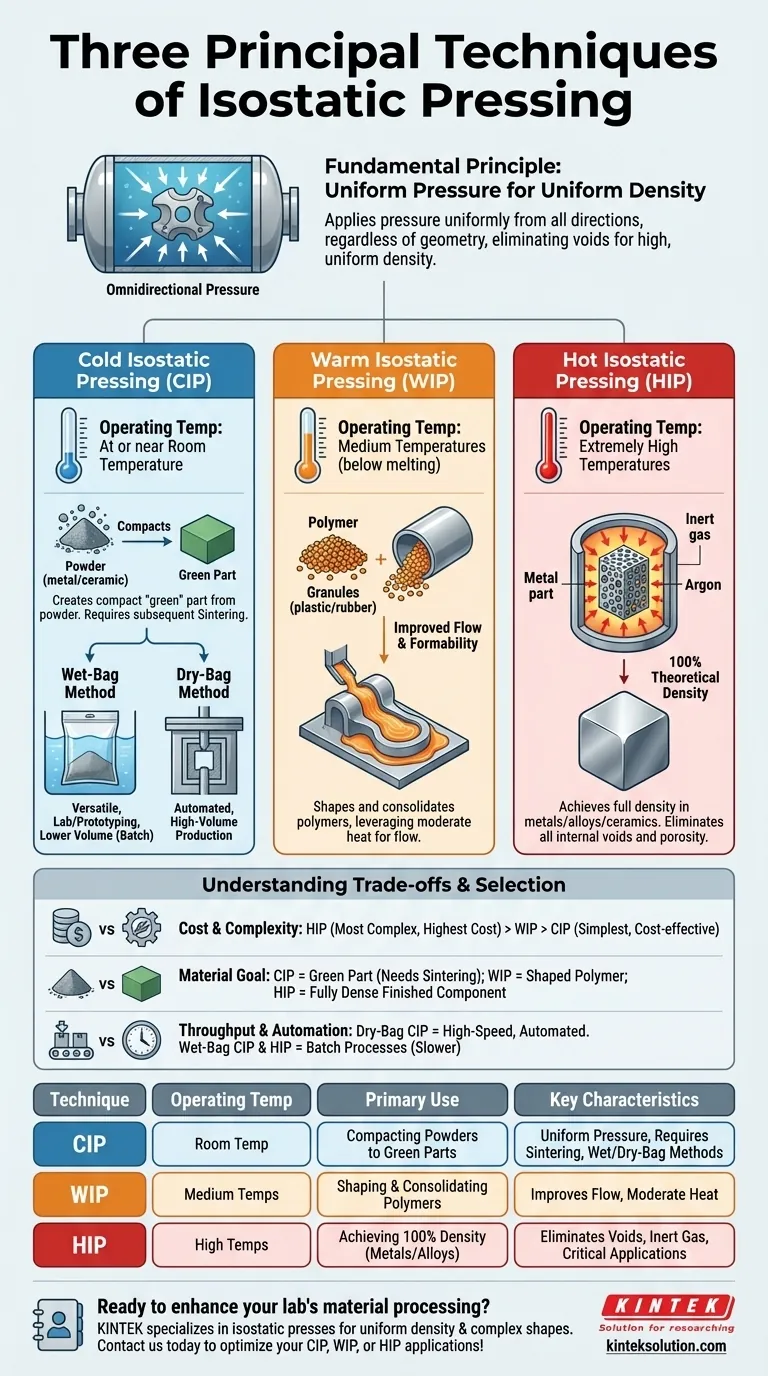
The three principal techniques of isostatic pressing are Cold Isostatic Pressing (CIP), Warm Isostatic Pressing (WIP), and Hot Isostatic Pressing (HIP). These methods are distinguished primarily by their operating temperature, which in turn dictates the types of materials they can process and the final properties of the component.
The core difference between CIP, WIP, and HIP is the application of heat. Your choice depends entirely on your material—whether it's a powder needing initial compaction (CIP), a polymer needing shaping (WIP), or a metal needing full densification (HIP).

The Fundamental Principle: Uniform Pressure for Uniform Density
What Is Isostatic Pressing?
Isostatic pressing is a materials processing technique that applies pressure uniformly from all directions to a powder or solid component.
This is achieved by submerging the part in a pressure vessel filled with a medium—typically a liquid like water or oil, or a gas like argon—and pressurizing that medium. The force is transmitted equally over the entire surface of the part, regardless of its geometric complexity.
Key Benefits Across All Techniques
This method of uniform pressure application provides several distinct advantages. It ensures high and uniform density throughout the part, eliminating the voids and weak spots common in uniaxial pressing.
Because pressure is omnidirectional, it removes most geometrical constraints, allowing for the creation of highly complex shapes. This process is also highly effective for materials that are difficult to compact using other methods.
Finally, it enables near-net-shape manufacturing, producing parts that require minimal post-processing and machining, which saves material and reduces costs.
The Three Techniques: A Temperature-Based Breakdown
The primary distinction between the three methods is the temperature at which they operate.
Cold Isostatic Pressing (CIP)
CIP is performed at or near room temperature. Its primary purpose is to compact metal or ceramic powders into a solid mass, known as a "green" part.
This green part has enough structural integrity to be handled but has not yet reached its final density. It requires a subsequent high-temperature sintering process to fuse the powder particles together.
CIP Methods: Wet-Bag vs. Dry-Bag
CIP is further divided into two operational modes.
In the wet-bag technique, the powder is sealed in a flexible, mold-like bag that is fully submerged in the pressurizing fluid. This method is highly versatile but slower, making it ideal for lab work, prototyping, and low-volume production.
In the dry-bag technique, the flexible mold is integrated directly into the pressure vessel. The powder is simply loaded into the fixed mold, pressurized, and ejected. This automates the process, making it much faster and suitable for high-volume manufacturing.
Warm Isostatic Pressing (WIP)
WIP operates at medium temperatures, typically below the melting or degradation point of the material, but high enough to soften it.
This technique is most commonly used for consolidating and shaping polymers, such as plastics and rubbers, where elevated temperatures can improve flow and formability.
Hot Isostatic Pressing (HIP)
HIP combines extremely high temperatures and high pressures. It uses a heated, inert gas (usually argon) as the pressure medium.
The purpose of HIP is not just to compact a powder but to achieve 100% theoretical density. The combination of heat and pressure causes the material's atoms to diffuse across particle boundaries, eliminating all internal voids and porosity. It is used on metals, alloys, and ceramics to create final, fully dense components for critical applications.
Understanding the Trade-offs
While powerful, each technique has specific limitations and ideal use cases. Choosing the wrong one can lead to material failure or unnecessary expense.
Cost and Complexity
HIP is by far the most complex and expensive process due to the need to safely contain extreme heat and pressure. CIP is the simplest and most cost-effective, while WIP falls in the middle.
Material State and Goal
CIP starts with a powder and creates a semi-finished "green" part that needs further processing. In contrast, HIP can be used on a green part (or even a cast part with internal flaws) to create a fully dense, finished component.
Throughput and Automation
Dry-bag CIP is designed for high-speed, automated production. Wet-bag CIP and HIP are inherently batch processes that are significantly slower, making them better suited for lower volumes or parts where performance is more critical than production speed.
Making the Right Choice for Your Application
Selecting the correct isostatic pressing method is a direct function of your material and your engineering goal.
- If your primary focus is compacting metal or ceramic powders into a handleable green part for subsequent sintering: Choose Cold Isostatic Pressing (CIP), using the dry-bag method for high volume and the wet-bag method for prototypes.
- If your primary focus is shaping or consolidating polymers like plastics: Choose Warm Isostatic Pressing (WIP) to leverage moderate heat for improved material flow.
- If your primary focus is achieving full density and eliminating all internal defects in mission-critical metal, alloy, or ceramic components: Choose Hot Isostatic Pressing (HIP) for its ability to create superior, finished parts.
Ultimately, mastering these techniques means matching the right combination of pressure and temperature to your specific material and performance requirements.
Summary Table:
| Technique | Operating Temperature | Primary Use | Key Characteristics |
|---|---|---|---|
| Cold Isostatic Pressing (CIP) | Room temperature | Compacting metal/ceramic powders into green parts | Uniform pressure, requires sintering, wet-bag/dry-bag methods |
| Warm Isostatic Pressing (WIP) | Medium temperatures | Shaping and consolidating polymers | Improves flow and formability, moderate heat |
| Hot Isostatic Pressing (HIP) | High temperatures | Achieving 100% density in metals/alloys/ceramics | Eliminates voids, uses inert gas, for critical applications |
Ready to enhance your lab's material processing with precision isostatic pressing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored for laboratory needs. Our solutions deliver uniform density, complex shape capabilities, and cost savings through near-net-shape manufacturing. Contact us today to discuss how our expertise can optimize your CIP, WIP, or HIP applications and boost your research or production efficiency!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
People Also Ask
- Why must composite cathodes be sealed in vacuum lamination bags for WIP? Ensure Battery Stability and Density
- What is the function of elastic molds in warm isostatic pressing? Achieve Uniform Density in Composite Particles
- What is the significance of temperature control in Warm Isostatic Pressing? Unlock Uniform Densification and Process Stability
- What are the advantages of using a Warm Isostatic Press (WIP) for batteries? Achieve Superior Interface Contact
- What is the function of hydraulic pressure in warm isostatic pressing? Achieve Uniform Material Density



















