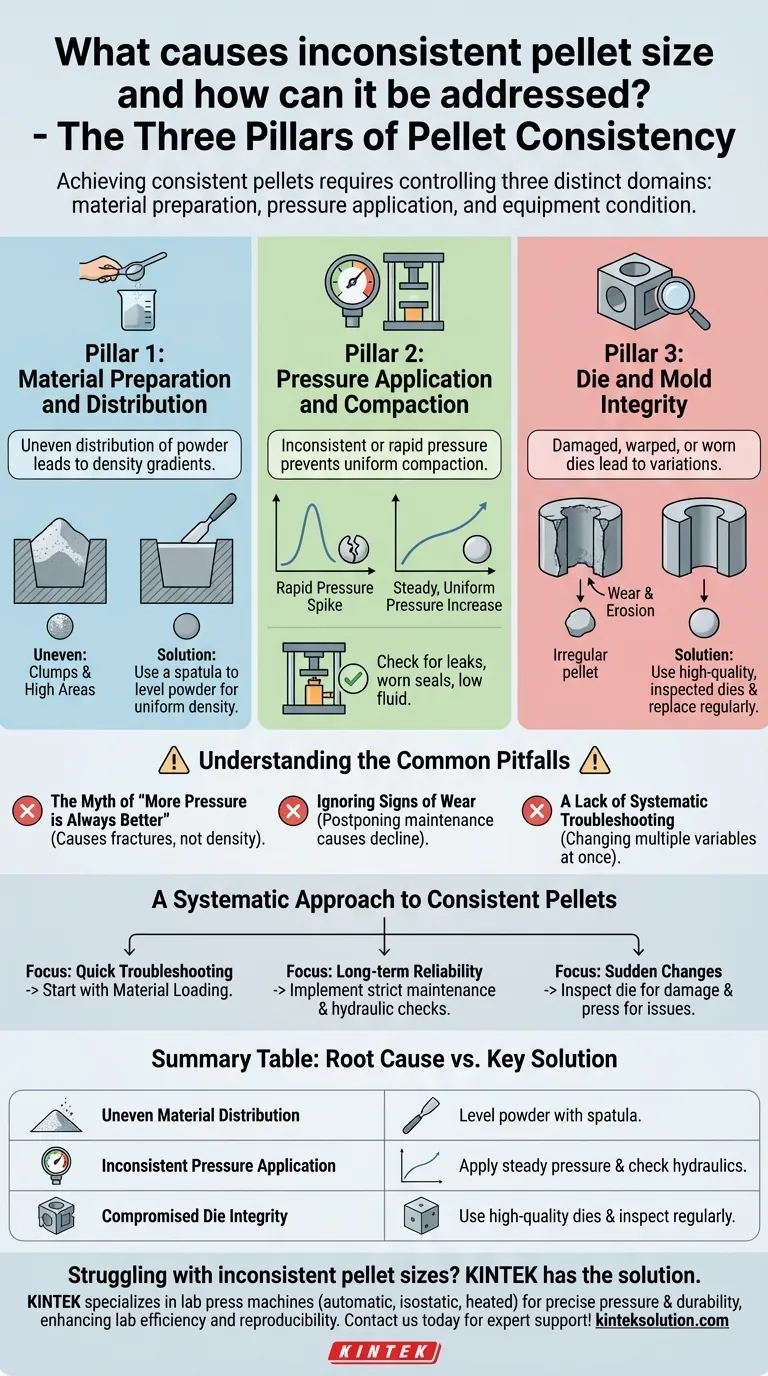
In short, inconsistent pellet size is almost always a result of uneven material distribution, inconsistent pressure application, or compromised die integrity. These three factors prevent uniform compaction, leading to variations in the final product.
Achieving consistent pellets is not about a single secret technique, but about systematically controlling three distinct domains: the preparation of your material, the application of pressure, and the condition of your equipment. Mastering these eliminates the guesswork and ensures reproducible results.

Diagnosing the Root Cause: The Three Pillars of Pellet Consistency
To solve the problem, you must first identify which of the three core areas is the source of your inconsistency. Each pillar represents a critical control point in the pelletizing process.
Pillar 1: Material Preparation and Distribution
The most common and easily corrected issue is how the material is loaded into the die.
An even distribution of powder is the foundation of a uniform pellet. If the powder is piled higher in one area, that section will become denser much faster, preventing other areas from compacting properly.
Use a thin metal spatula to gently level the material within the die cavity. This breaks up clumps and eliminates density gradients before pressure is even applied, ensuring a uniform starting density.
Pillar 2: Pressure Application and Compaction
How force is applied is just as critical as the material itself. Inconsistency here can stem from both operator technique and machine health.
A sudden, rapid application of pressure can trap air and fail to compact the material evenly. The goal should be a steady, uniform increase in pressure to allow the material to settle and compact cohesively.
If your technique is sound, investigate the equipment. Insufficient or fluctuating pressure often points to a failing hydraulic system. Check for leaks, worn seals, or low fluid levels, as these can prevent the press from delivering the required force consistently.
Pillar 3: Die and Mold Integrity
The final variable is the physical state of the die itself. A perfect technique cannot compensate for faulty equipment.
The die is the mold for your final product. If the die holes have been damaged, warped, or are not manufactured to a high tolerance, the resulting pellets will inherently be inconsistent. Always use a high-quality die with uniform hole dimensions.
Over time, even the best dies experience mold wear. Abrasive materials can erode the internal surfaces, leading to variations in pellet diameter and density. Regularly inspect dies for signs of wear, and replace them as part of a routine maintenance schedule.
Understanding the Common Pitfalls
Merely knowing the causes is not enough. You must also be aware of common misconceptions and mistakes that can perpetuate the problem.
The Myth of "More Pressure is Always Better"
Applying excessive pressure is a common mistake when trying to correct for other issues. This can cause the pellet to fracture, become overly brittle, or even damage the die. The goal is optimal compaction, not maximum force.
Ignoring the Signs of Wear
Postponing maintenance is a frequent cause of declining consistency. A die that produced perfect pellets a month ago may be the source of your problems today. Treat your dies and presses as precision instruments that require regular inspection and care.
A Lack of Systematic Troubleshooting
When inconsistency appears, operators often change multiple variables at once—adjusting pressure while also changing their loading technique. This makes it impossible to identify the true root cause. Change only one variable at a time to systematically isolate the problem.
A Systematic Approach to Consistent Pellets
Use this framework to guide your actions, whether you are troubleshooting an immediate problem or establishing a long-term process.
- If your primary focus is quick troubleshooting: Start with your material loading technique, as it's the most common and easily corrected variable.
- If your primary focus is long-term process reliability: Implement a strict maintenance schedule for inspecting and replacing worn dies and checking your hydraulic system.
- If you observe sudden changes in pellet quality: Your first step should be to inspect the die for damage and the press for hydraulic issues, as these often indicate a component failure.
By methodically addressing material, pressure, and equipment, you move from reactive adjustments to proactive control over your process.
Summary Table:
| Root Cause | Key Solution |
|---|---|
| Uneven Material Distribution | Use a spatula to level powder in the die for uniform density |
| Inconsistent Pressure Application | Apply steady pressure and check hydraulic system for leaks or wear |
| Compromised Die Integrity | Use high-quality dies and inspect regularly for wear or damage |
Struggling with inconsistent pellet sizes in your lab? KINTEK specializes in lab press machines, including automatic, isostatic, and heated presses, designed to deliver precise pressure and durability for reliable pelletizing. Our equipment helps you achieve uniform results by addressing material, pressure, and die issues—enhancing your lab's efficiency and reproducibility. Contact us today to find the perfect press for your needs and get expert support!
Visual Guide
Related Products
- Laboratory Hydraulic Split Electric Lab Pellet Press
- Laboratory Hydraulic Pellet Press for XRF KBR FTIR Lab Press
- Manual Laboratory Hydraulic Pellet Press Lab Hydraulic Press
- Automatic Laboratory Hydraulic Press Lab Pellet Press Machine
- Automatic Laboratory Hydraulic Press for XRF and KBR Pellet Pressing
People Also Ask
- What are the emerging trends in the design and materials of lab pellet presses? Modernize Your Lab Efficiency
- What are common lab pellet press issues? Expert Troubleshooting Guide for Reliable Material Research
- Why is a laboratory pellet press used to pre-press BaSnF4 samples? Ensure Precision in High-Pressure Studies
- Why is a professional laboratory pellet press required for XRF of silica sand? Achieve +/- 0.10% Precision
- Why use a laboratory pellet press for solid-state battery evaluation? Ensure Accuracy in Interface Stability Testing



















