From a technical standpoint, the advantage of Cold Isostatic Pressing (CIP) in terms of controllability is its precise management of key process parameters. By independently adjusting the applied pressure, temperature, and holding time, you can directly engineer the microstructure and final properties of the compacted material, or "green body," with exceptional consistency.
The core of CIP’s controllability does not lie in complex machinery, but in a simple, powerful physical principle: uniform hydrostatic pressure. This fundamental control over how force is applied is what allows for the creation of highly uniform, defect-free components that are difficult or impossible to achieve with other methods.

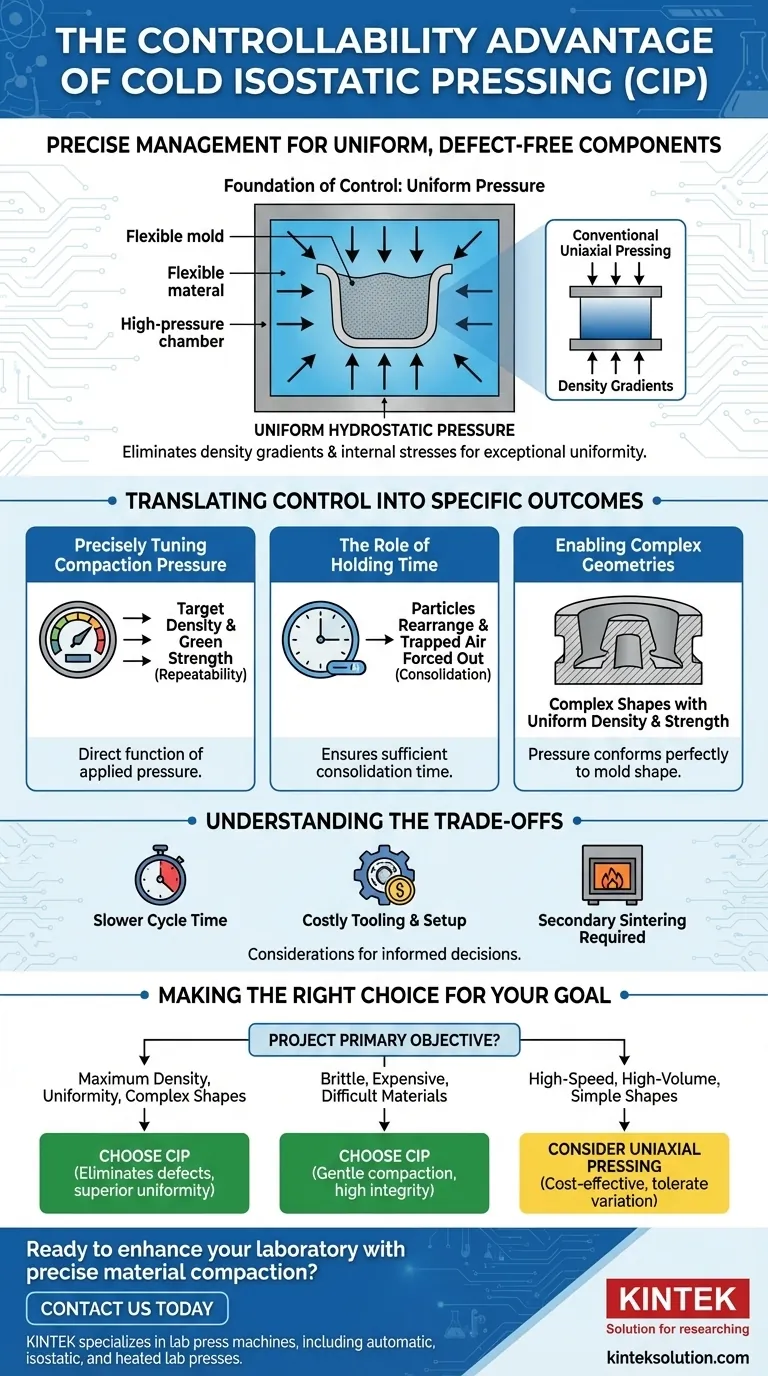
The Foundation of Control: Uniform Pressure
The unique control offered by CIP stems directly from how it applies force. Unlike conventional methods that press from one or two directions, CIP surrounds the material with pressure.
How Isostatic Pressure Works
In CIP, your powdered material is sealed in a flexible mold. This mold is then submerged in a fluid-filled high-pressure chamber.
An external pump pressurizes the fluid, which then transmits that pressure equally and simultaneously to every single point on the surface of the mold. This is known as hydrostatic pressure.
The Impact on Density and Uniformity
This uniform pressure application is the key to control. It ensures that the powder compacts evenly throughout its entire volume, regardless of shape.
The result is a green body with exceptionally high and uniform density. This eliminates the density gradients and internal stresses common in uniaxial pressing, where friction with the die walls causes the part's center to be less dense than its edges.
Eliminating Contaminants and Defects
Because pressure is applied by a fluid through a flexible mold, there is no need for the die-wall lubricants required in other pressing methods.
This eliminates a common source of contamination and leads to higher purity in the final part. The gentle, all-encompassing pressure also minimizes the risk of cracks and voids, especially when working with brittle or very fine powders.
Translating Control into Specific Outcomes
The ability to precisely manage the process variables allows you to tailor the final component to your exact specifications.
Precisely Tuning Compaction Pressure
The final density of the green body is a direct function of the applied pressure. By carefully controlling the pump system, you can dial in the exact pressure needed to achieve your target density and green strength. This allows for a high degree of repeatability from part to part.
The Role of Holding Time
Holding time, or the duration the material is held at peak pressure, ensures that the powder has sufficient time to consolidate fully. This step allows trapped air to be forced out and particles to rearrange into their most stable, dense configuration. Adjusting this parameter gives you another layer of control over the final uniformity.
Enabling Complex Geometries
Because the pressure conforms perfectly to the mold's shape, CIP is uniquely suited for producing parts with complex geometries, undercuts, or internal cavities. The uniform compaction ensures these intricate features have the same high density and strength as the rest of the part, a feat that is nearly impossible with directional pressing.
Understanding the Trade-offs
While powerful, CIP is not the universal solution for all powder compaction needs. Understanding its limitations is key to making an informed decision.
Cycle Time Considerations
The process of loading the chamber, pressurizing the fluid, holding, and then depressurizing is inherently slower than the rapid stamping motion of a mechanical uniaxial press. This generally makes CIP less suitable for extremely high-volume production of simple parts.
Tooling and Setup
CIP requires flexible, elastomeric molds that must be designed to withstand high pressure and conform to the desired shape. While this enables complexity, the tooling can be more costly and have a shorter lifespan than the hardened steel dies used in uniaxial pressing.
Secondary Processing is Required
It's crucial to remember that CIP produces a "green body." This part has good strength for handling but must undergo a subsequent sintering (firing) process to achieve its final, fully dense and hardened state.
Making the Right Choice for Your Goal
Selecting the correct compaction method depends entirely on your project's primary objective.
- If your primary focus is maximum density, uniformity, and complex shapes: CIP is the superior choice because its hydrostatic pressure eliminates the density gradients and internal defects inherent in other methods.
- If your primary focus is working with brittle, expensive, or difficult-to-compact materials: CIP provides the gentle, uniform compaction needed to produce high-integrity parts without causing cracks or wasting valuable material.
- If your primary focus is high-speed, high-volume production of simple shapes: Traditional uniaxial pressing may be a more cost-effective solution, provided you can tolerate some variation in density.
Ultimately, leveraging CIP effectively means understanding that its control comes from mastering the fundamental application of uniform pressure.
Summary Table:
| Aspect of Control | Key Benefit |
|---|---|
| Uniform Pressure | Eliminates density gradients and internal stresses for consistent compaction |
| Adjustable Parameters | Allows precise tuning of pressure, time, and temperature for tailored material properties |
| Complex Geometries | Enables production of intricate shapes with uniform density and strength |
| Defect Minimization | Reduces cracks and contaminants, ideal for brittle or fine powders |
Ready to enhance your laboratory's capabilities with precise and uniform material compaction? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the unique needs of laboratories. Our solutions deliver exceptional controllability, enabling you to achieve high-density, defect-free parts with complex geometries. Contact us today to discuss how our expertise can optimize your processes and drive innovation in your projects!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
















