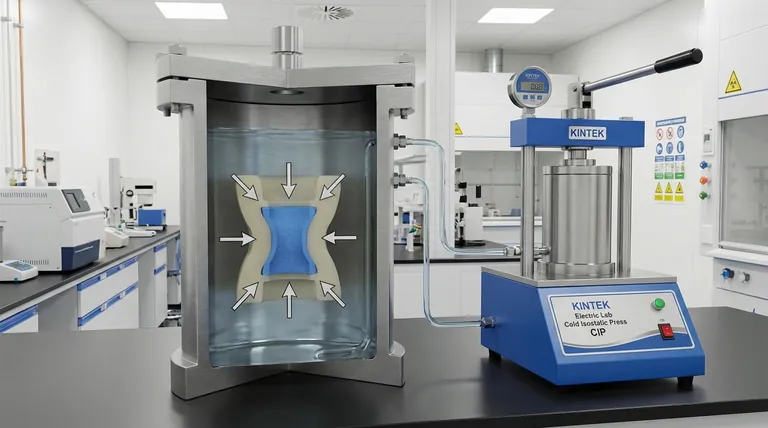
At its core, isostatic pressing is a materials processing technique founded on a fundamental principle of fluid dynamics. It involves fully immersing a component, typically made from powder, within a fluid and then pressurizing that fluid. This method ensures pressure is applied uniformly and simultaneously from all directions, compacting the material into a solid, high-density state.
Unlike conventional pressing, which applies force along a single axis, isostatic pressing uses a fluid to compact materials equally from every direction. This unique approach produces components with exceptionally uniform density and minimal internal defects, regardless of their geometric complexity.
How Isostatic Pressing Achieves Uniform Compaction
The effectiveness of isostatic pressing lies in its method of pressure application, which sidesteps the limitations of traditional mechanical presses.
The Role of the Fluid Medium
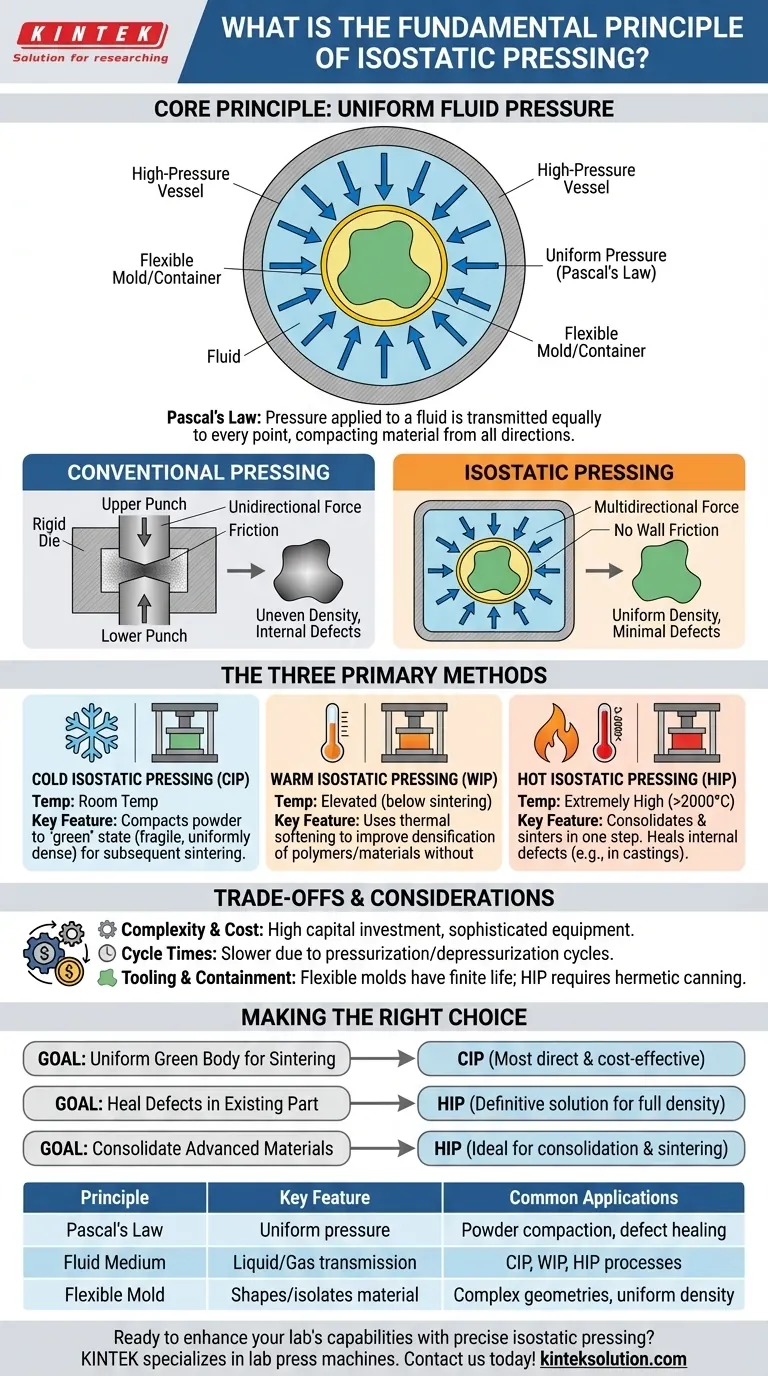
The process relies on a pressurizing medium—either a liquid like water or oil, or a gas like argon. When this fluid is pressurized inside a high-pressure vessel, it transmits that pressure evenly to every point on the surface of the immersed object. This behavior is a direct application of Pascal's Law.
The Flexible Mold or Container
The material being compacted, usually a powder, is first sealed within a flexible, elastic mold or a hermetic container. This barrier serves two purposes: it shapes the powder into its near-net form and isolates it from the pressurizing fluid. The pressure acts on the flexible mold, which in turn compacts the powder inside it uniformly.
Overcoming Unidirectional Limitations
Traditional die pressing applies force from one or two directions. This creates significant friction between the powder and the rigid die walls, resulting in density variations throughout the part. Isostatic pressing completely eliminates this wall friction, ensuring the final component has a consistent, uniform density.
The Three Primary Methods of Isostatic Pressing
The combination of pressure and temperature defines the three main types of isostatic pressing, each suited for different materials and outcomes.
Cold Isostatic Pressing (CIP)
CIP is performed at or near room temperature. Its primary function is to compact powder into a "green" state—a fragile but uniformly dense part that has enough strength to be handled. These green parts are then typically subjected to a separate sintering process to achieve their final hardness and strength.
Warm Isostatic Pressing (WIP)
WIP operates at elevated temperatures, but below the sintering point of the material (typically up to a few hundred degrees Celsius). It is often used for compacting polymers or other materials that benefit from some thermal softening to improve densification without undergoing a full chemical or phase change.
Hot Isostatic Pressing (HIP)
HIP combines extremely high pressure with high temperature, often reaching over 2,000°C. This allows for the consolidation and sintering of powders in a single step, producing fully dense parts directly. It is also uniquely capable of healing internal defects, such as microporosity, in solid metal castings and additively manufactured components.
Understanding the Trade-offs and Considerations
While powerful, isostatic pressing is not a universal solution. Understanding its limitations is key to using it effectively.
Process Complexity and Cost
The equipment required for isostatic pressing, especially HIP systems, involves sophisticated high-pressure vessels and control systems. This results in a higher capital investment and operational complexity compared to conventional mechanical presses.
Cycle Times
The process of loading, sealing, pressurizing, holding, and depressurizing a large vessel is inherently slower than the rapid stroke of a mechanical press. This generally makes isostatic pressing better suited for high-value components rather than high-volume, low-cost parts.
Tooling and Containment
The flexible molds used in CIP have a finite life and are less durable than the hardened steel dies of mechanical presses. For HIP, the need to encapsulate a part in a hermetic container (often a welded metal can) adds an extra, labor-intensive step to the process.
Making the Right Choice for Your Goal
Selecting the correct method depends entirely on your material and the desired end-state of the component.
- If your primary focus is creating a uniform green body for subsequent sintering: Cold Isostatic Pressing (CIP) is the most direct and cost-effective method.
- If your primary focus is healing internal defects in a pre-existing part (like a casting): Hot Isostatic Pressing (HIP) is the definitive solution to achieve full density and improve mechanical integrity.
- If your primary focus is consolidating advanced materials like ceramics or metal composites into a final, dense form: Hot Isostatic Pressing (HIP) is the ideal process for achieving consolidation and sintering in a single operation.
By understanding these core principles, you can effectively leverage isostatic pressing to produce highly uniform, high-performance components that are unattainable with conventional methods.
Summary Table:
| Principle | Key Feature | Common Applications |
|---|---|---|
| Pascal's Law | Uniform pressure from all directions | Powder compaction, defect healing |
| Fluid Medium | Liquid or gas transmission | CIP, WIP, HIP processes |
| Flexible Mold | Shapes and isolates material | Complex geometries, uniform density |
Ready to enhance your lab's capabilities with precise isostatic pressing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to deliver uniform density and superior performance for your materials. Contact us today to discuss how our solutions can meet your specific laboratory needs and boost your efficiency!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- What is the role of the flexible material in warm isostatic pressing? Key to Uniform Density & Precision
- How does Warm Isostatic Pressing differ from traditional pressing methods? Unlock Uniform Density for Complex Parts
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology
- Why must composite cathodes be sealed in vacuum lamination bags for WIP? Ensure Battery Stability and Density
- What is the significance of temperature control in Warm Isostatic Pressing? Unlock Uniform Densification and Process Stability



















