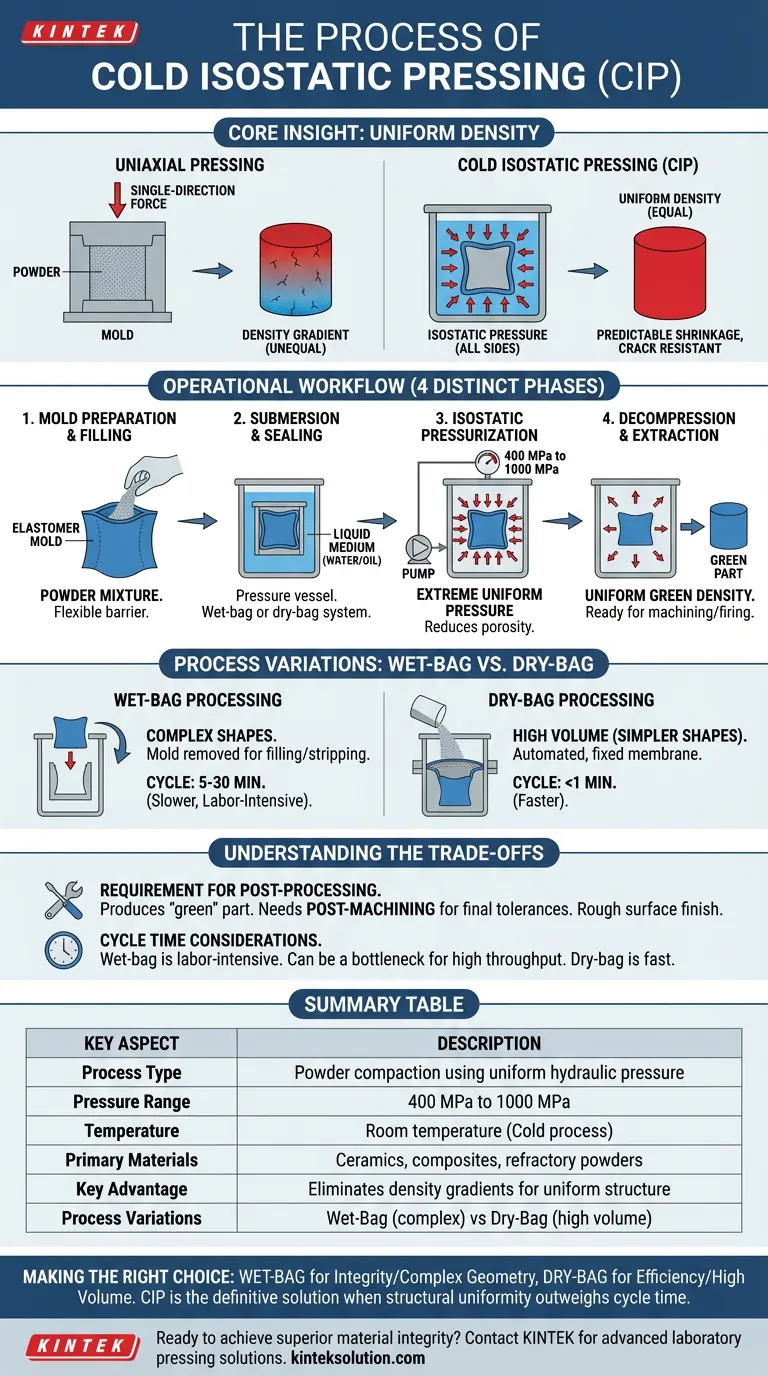
Cold Isostatic Pressing (CIP) is a compaction method used to consolidate powders into solid, high-density components at room temperature. The process works by sealing loose material—typically ceramics, composites, or refractory powders—into a flexible elastomeric mold and submerging it in a liquid medium. An external pump then applies extreme hydraulic pressure (typically 400 MPa to 1000 MPa) uniformly from all directions, compressing the powder into a coherent solid mass known as a "green part."
Core Insight: Unlike uniaxial pressing, which compresses material from a single direction, CIP applies pressure isostatically (equally from all sides). This eliminates internal density gradients, resulting in a uniform structure that shrinks predictably and resists cracking during subsequent sintering or firing processes.

The Operational Workflow
The standard procedure for CIP transforms loose powder into a high-integrity solid through four distinct phases.
1. Mold Preparation and Filling
The process begins with a flexible container, often called a mold or bag, made from elastomer materials.
Operators fill this mold with the chosen powder mixture. The flexibility of the mold is critical, as it acts as a pressure barrier that deforms to transmit force directly to the powder without allowing the pressurizing medium to enter.
2. Submersion and Sealing
Once sealed, the mold is placed inside a pressure vessel.
The vessel is filled with a liquid working medium, typically water or oil, which may contain corrosion inhibitors. In "wet-bag" processing, the mold is fully submerged in this fluid, while "dry-bag" systems use a fixed membrane to separate the fluid from the mold.
3. Isostatic Pressurization
An external pump pressurizes the liquid within the chamber.
Because fluids transmit pressure equally in all directions, the flexible mold is compressed uniformly on every surface. This reduces the porosity of the powder mixture, packing the particles as close to their maximum density as possible.
4. Decompression and Extraction
After a set dwell time, the pressure is released.
The mold is removed from the vessel (or the part is ejected in automated systems). The result is a solid component with uniform green density that is robust enough to be handled, machined, or fired.
Process Variations: Wet-Bag vs. Dry-Bag
CIP is generally categorized into two methods depending on production volume and part complexity.
Wet-Bag Processing
In this method, the mold is removed from the pressure vessel for filling and stripping after each cycle.
It is ideal for producing large, complex, or unusual shapes. However, it is a slower process, with cycle times typically ranging from 5 to 30 minutes.
Dry-Bag Processing
This is an automated variation where the flexible membrane is fixed inside the pressure vessel.
The powder is poured directly into the cavity, pressurized, and ejected without removing the bag. This method is significantly faster, with cycle times of less than 1 minute, making it suitable for high-volume mass production of simpler shapes.
Understanding the Trade-offs
While CIP offers superior density uniformity, it is essential to recognize the limitations and requirements of the process.
Requirement for Post-Processing
CIP produces a "green" part, which is a consolidated powder mass, not a finished surface.
Consequently, parts frequently require post-machining to achieve final geometric tolerances before they undergo final sintering. The rough surface finish from the flexible bag usually necessitates this extra step.
Cycle Time Considerations
While dry-bagging is fast, the wet-bag process is inherently discontinuous and labor-intensive.
If your project requires high throughput of distinct, complex geometries, the 5–30 minute cycle time of wet-bag CIP can become a production bottleneck compared to other pressing methods.
Making the Right Choice for Your Goal
CIP is rarely the cheapest option, but it is often the necessary one for high-performance materials.
- If your primary focus is material integrity and complex geometry: Prioritize Wet-Bag CIP to achieve uniform density in large or intricate parts that must not crack or distort during firing.
- If your primary focus is high-volume production efficiency: Implement Dry-Bag CIP to automate the consolidation of simple shapes like spark plug insulators or grinding balls.
Ultimately, CIP is the definitive solution when the structural uniformity of the final part outweighs the cost of cycle time and post-machining.
Summary Table:
| Key Aspect | Description |
|---|---|
| Process Type | Powder compaction using uniform hydraulic pressure |
| Pressure Range | 400 MPa to 1000 MPa |
| Temperature | Room temperature (Cold process) |
| Primary Materials | Ceramics, composites, refractory powders |
| Key Advantage | Eliminates density gradients for uniform structure |
| Process Variations | Wet-Bag (complex shapes) vs Dry-Bag (high volume) |
Ready to achieve superior material integrity with Cold Isostatic Pressing?
At KINTEK, we specialize in advanced laboratory pressing solutions, including automatic lab presses, isostatic presses, and heated lab presses designed specifically for research and development environments. Our expertise helps laboratories like yours produce high-density, uniform components with predictable sintering results.
Whether you're working with ceramics, composites, or specialized powders, our press machines deliver the precision and reliability your research demands. Contact our engineering team today to discuss how our CIP solutions can enhance your material processing capabilities and accelerate your development timeline.
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
















