In Cold Isostatic Pressing (CIP), powder quality and tooling design are the twin pillars of process stability. Powder quality determines the internal integrity, density, and flow required to fill the mold, while tooling design ensures geometric accuracy and the uniform transmission of pressure. Together, they allow manufacturers to transform loose material into a robust "green" component ready for subsequent sintering or processing.
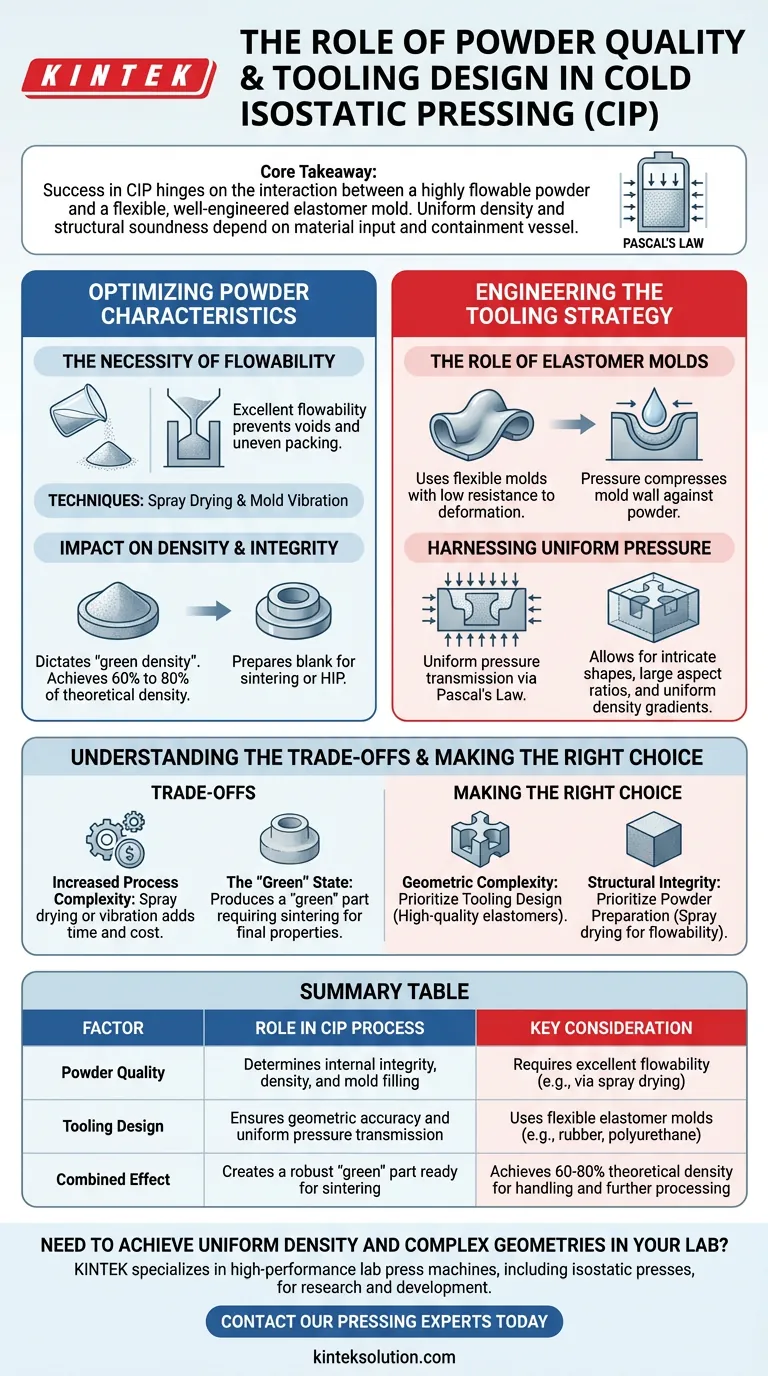
Core Takeaway: Success in CIP hinges on the interaction between a highly flowable powder and a flexible, well-engineered elastomer mold. While the liquid medium provides the pressure based on Pascal's law, it is the material input and the containment vessel that dictate whether the final component achieves uniform density and structural soundness.

Optimizing Powder Characteristics
The physical properties of the raw material are the primary drivers of the final component's internal structure.
The Necessity of Flowability
For CIP to be effective, the powder must fill the mold strictly and evenly. Excellent flowability is a non-negotiable requirement to prevent voids and uneven packing.
To achieve this, manufacturers often employ additional preprocessing steps. Techniques such as spray drying or mold vibration during the filling stage are commonly used to ensure the powder settles correctly.
Impact on Density and Integrity
The quality of the powder directly dictates the "green density" of the pressed part. High-quality powders allow the process to yield parts with 60% to 80% of their theoretical density.
This high green density provides sufficient strength for the "raw" part to be handled safely outside the mold. It prepares the blank for final consolidation processes, such as sintering or Hot Isostatic Pressing (HIP).
Engineering the Tooling Strategy
While powder provides the substance, the tooling provides the shape and the mechanism for compression.
The Role of Elastomer Molds
Unlike rigid die pressing, CIP utilizes flexible molds made from elastomers like rubber, polyurethane, or plastic.
The tooling must have low resistance to deformation. This flexibility allows the hydraulic pressure to compress the mold wall against the powder without the mold itself absorbing the force.
Harnessing Uniform Pressure
The tooling design exploits Pascal’s law, which states that pressure in an enclosed fluid is transmitted equally in all directions.
Because the mold is flexible, the liquid medium (water, oil, or glycol) applies pressure uniformly from every angle. This allows for the production of intricate shapes, parts with large aspect ratios, and components with uniform density gradients that rigid tooling cannot achieve.
Understanding the Trade-offs
While CIP offers superior density uniformity, it introduces specific complexities that must be managed.
Increased Process Complexity
Achieving the necessary powder flowability often increases production costs. Implementing spray drying or vibration mechanisms adds distinct steps to the workflow, increasing both time and financial investment compared to simpler pressing methods.
The "Green" State Limitation
It is critical to remember that CIP produces a "green" or blank part, not a finished surface.
While the process can achieve near 100% theoretical density for metals (and ~95% for ceramics) after subsequent processing, the immediate output is a raw shape. It invariably requires sintering or secondary finishing to achieve final mechanical properties and tolerances.
Making the Right Choice for Your Goal
To maximize the efficacy of Cold Isostatic Pressing, align your process controls with your specific manufacturing targets.
- If your primary focus is Geometric Complexity: Prioritize tooling design using high-quality elastomers that can deform reliably to produce intricate shapes without tearing.
- If your primary focus is Structural Integrity: Prioritize powder preparation, investing in spray drying to ensure maximum flowability and uniform density distribution.
By balancing superior powder preparation with flexible tooling design, you ensure a high-yield process that delivers consistent, high-density components.
Summary Table:
| Factor | Role in CIP Process | Key Consideration |
|---|---|---|
| Powder Quality | Determines internal integrity, density, and mold filling. | Requires excellent flowability, often achieved via spray drying. |
| Tooling Design | Ensures geometric accuracy and uniform pressure transmission. | Uses flexible elastomer molds (e.g., rubber, polyurethane). |
| Combined Effect | Creates a robust "green" part ready for sintering. | Achieves 60-80% theoretical density for handling and further processing. |
Need to achieve uniform density and complex geometries in your lab?
The principles of powder preparation and tooling design are fundamental to successful isostatic pressing. KINTEK specializes in high-performance lab press machines, including isostatic presses, designed to meet the precise demands of laboratory research and development.
Our expertise helps you optimize your CIP process for superior results. Contact our pressing experts today to discuss how our solutions can enhance your material synthesis and component fabrication.
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
















