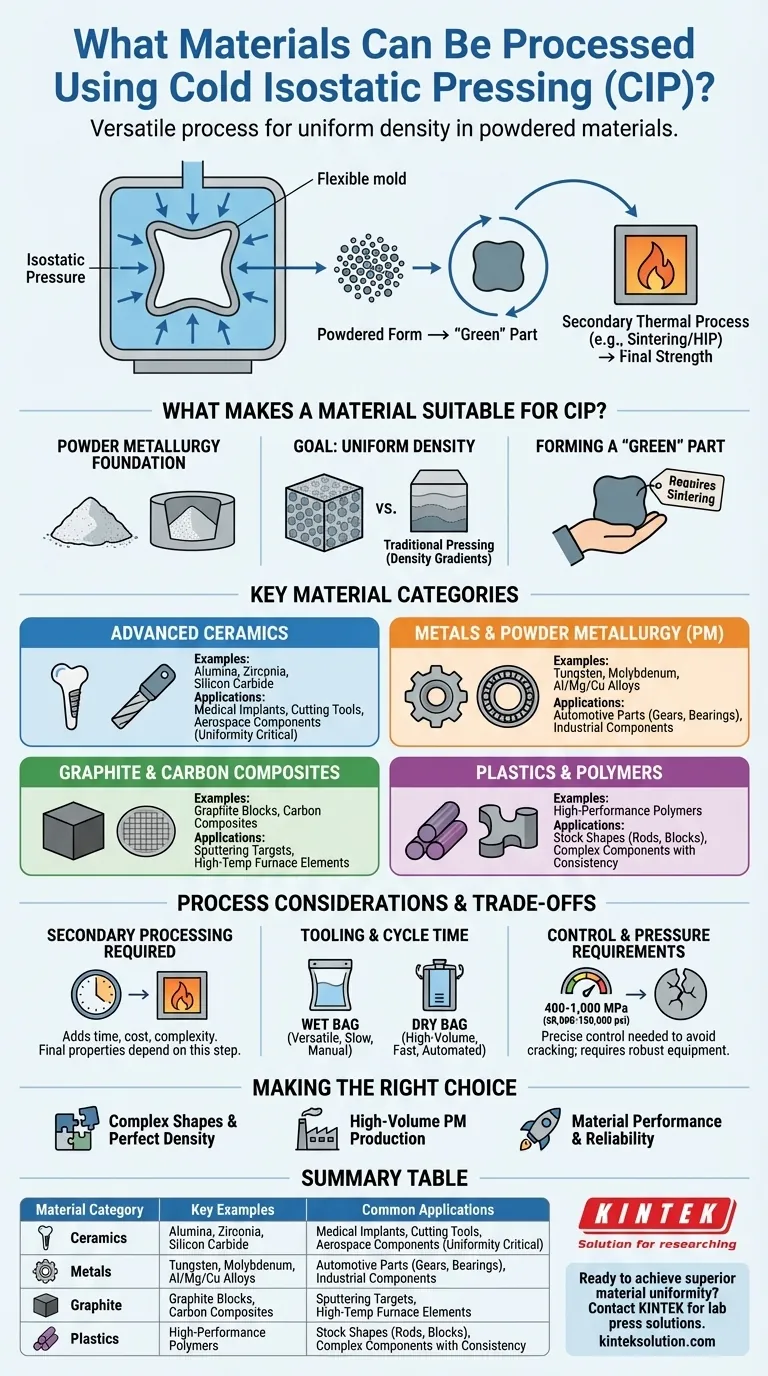
In principle, Cold Isostatic Pressing (CIP) is a remarkably versatile process capable of shaping a wide range of materials. The primary candidates are materials that begin in a powdered form and require uniform density in their final state, including advanced ceramics, powdered metals, composites, plastics, and graphite.
The versatility of CIP is not just about the variety of materials it can handle, but its unique ability to uniformly compact complex shapes from powder. The core decision to use CIP is less about the material itself and more about the need to eliminate density variations and internal voids before final processing.

What Makes a Material Suitable for CIP?
The suitability of a material for Cold Isostatic Pressing is determined by its initial form and the desired properties of the final component. The process is built on a few core principles.
The Powder Metallurgy Foundation
The process fundamentally begins with a material in powdered form. This powder is loaded into a flexible, sealed mold that forms the shape of the desired part.
The Goal of Uniform Density
CIP applies pressure equally from all directions using a liquid medium, typically water or oil. This isostatic pressure ensures that the powder compacts with extreme uniformity, regardless of the part's complexity. This eliminates the density gradients common in traditional uniaxial pressing.
Forming a "Green" Part
The output of CIP is a compacted, but not fully finished, object known as a "green" part. This part has enough structural integrity to be handled but requires a secondary thermal process, like sintering or hot isostatic pressing (HIP), to fuse the particles and achieve its final mechanical strength.
A Breakdown of Key Material Categories
CIP is employed across industries where material performance is non-negotiable. The specific materials chosen reflect this focus on high-performance applications.
Advanced Ceramics
Ceramics like alumina, zirconia, and silicon carbide are prime candidates. CIP is used to form complex ceramic shapes for medical implants, cutting tools, and aerospace components where uniform density is critical to prevent fracture points.
Metals and Powder Metallurgy
A vast range of metals are processed with CIP, including refractory metals (tungsten, molybdenum), aluminum and magnesium alloys, and copper alloys. It is a cornerstone of powder metallurgy (PM) for producing automotive parts like bearings and gears, as well as high-performance industrial components.
Graphite and Carbon Composites
CIP is ideal for producing large, uniform blocks of graphite or carbon composites. These materials are used for everything from sputtering targets in the semiconductor industry to high-temperature furnace elements.
Plastics and Polymers
High-performance polymers and plastics can be formed using CIP to create stock shapes (rods, blocks) or complex components with superior internal consistency compared to traditional molding methods.
Understanding the Trade-offs and Process Constraints
While powerful, CIP is not a universal solution. Understanding its operational realities is key to successful implementation.
The Requirement for Secondary Processing
A CIP'd part is only an intermediate step. The need for a subsequent, high-temperature sintering or HIP cycle adds time, cost, and complexity to the overall manufacturing workflow. The properties of the final part depend heavily on this secondary step.
Tooling and Cycle Time
The process is divided into two main methods: Wet Bag and Dry Bag CIP.
- Wet Bag CIP is highly versatile for R&D and large or complex parts but involves manual loading and unloading of the mold into the pressure vessel, resulting in longer cycle times.
- Dry Bag CIP integrates the mold into the press itself, allowing for automation and much faster cycle times suitable for high-volume production.
Control and Pressure Requirements
Successful compaction requires precise control over pressurization and depressurization rates to avoid cracking the green part. The process operates at extreme pressures, often between 400 and 1,000 MPa (60,000 to 150,000 psi), which necessitates robust and expensive equipment.
Making the Right Choice for Your Application
Selecting CIP should be a strategic decision based on the specific goals of your project.
- If your primary focus is creating complex shapes with perfect density: CIP is an unparalleled choice for materials like advanced ceramics or refractory metals that are difficult to machine and unforgiving of internal defects.
- If your primary focus is high-volume production of PM parts: Dry Bag CIP offers a clear path to automating the creation of uniform green parts, streamlining the workflow into your sintering furnaces.
- If your primary focus is material performance and reliability: CIP is the go-to method for mission-critical applications in aerospace, medical, and defense, where material failure is not an option.
Ultimately, Cold Isostatic Pressing empowers engineers to create components whose internal uniformity and resulting performance are simply unachievable with other forming methods.
Summary Table:
| Material Category | Key Examples | Common Applications |
|---|---|---|
| Advanced Ceramics | Alumina, Zirconia, Silicon Carbide | Medical implants, Cutting tools, Aerospace components |
| Metals and Alloys | Tungsten, Molybdenum, Aluminum, Copper | Automotive parts, Industrial components, Bearings, Gears |
| Graphite and Carbon | Graphite, Carbon Composites | Sputtering targets, Furnace elements |
| Plastics and Polymers | High-performance Polymers | Stock shapes, Complex components with uniform consistency |
Ready to achieve superior material uniformity with Cold Isostatic Pressing? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored for laboratory needs. Our solutions help you eliminate density variations and enhance performance in ceramics, metals, and composites. Contact us today to discuss how our expertise can optimize your process and deliver reliable, high-quality results!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
















