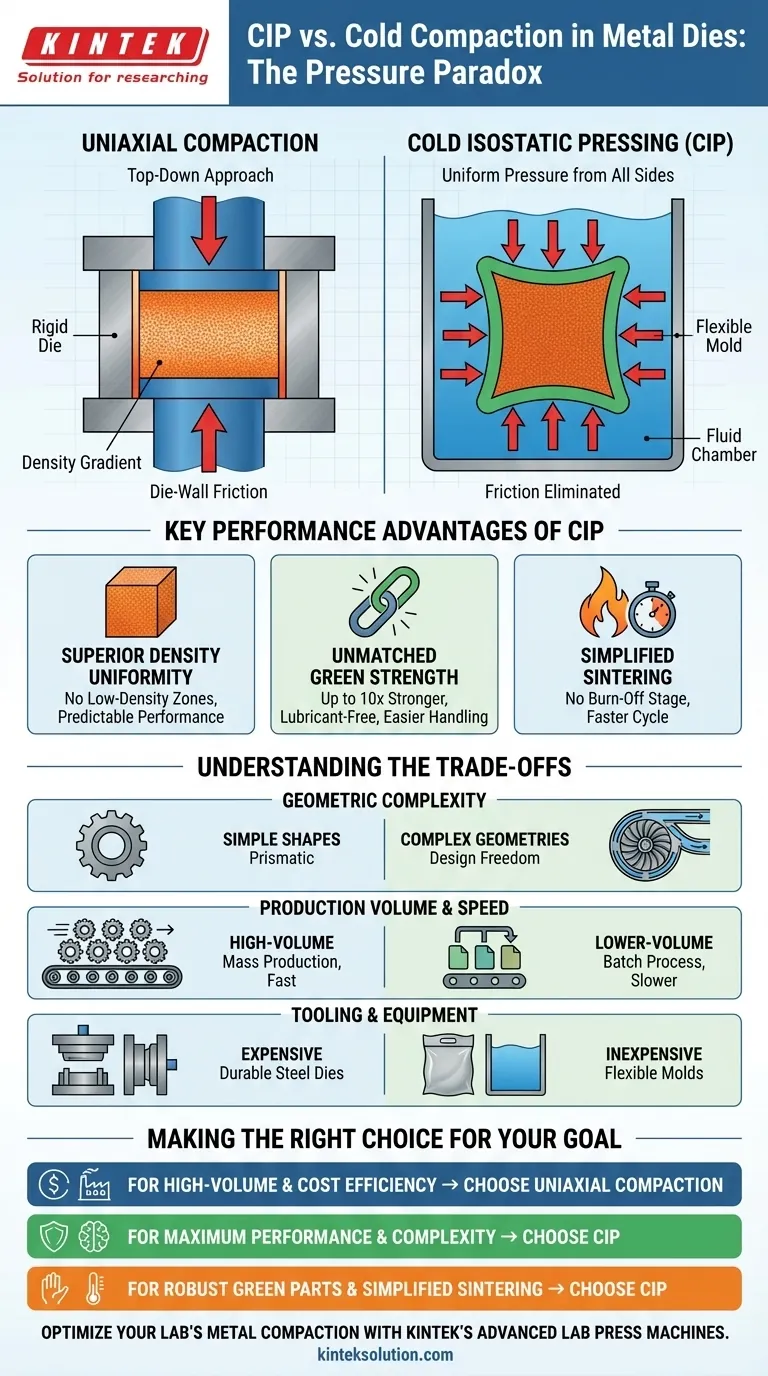
At its core, the comparison between Cold Isostatic Pressing (CIP) and cold compaction in metal dies comes down to how pressure is applied. Conventional cold compaction is a uniaxial process, applying force from one direction, while CIP applies equal pressure from all directions, leading to significant differences in material properties and geometric capability.
The choice is not about which method is universally "better," but which is appropriate for the goal. Uniaxial die compaction excels at high-volume production of simple shapes, whereas CIP is the superior method for creating complex, high-performance components with uniform density.

The Fundamental Difference: Pressure Application
The way pressure is introduced to the metal powder dictates the final properties of the compacted part. These two methods represent fundamentally different approaches.
Uniaxial Compaction: The Top-Down Approach
Conventional cold compaction uses a rigid metal die and punches. Powder is loaded into the die cavity, and a hydraulic press drives the punches together, compressing the powder along a single vertical axis.
This unidirectional force creates a significant challenge: die-wall friction. As the powder is pressed, particles rub against the rigid die walls, impeding their movement and creating density gradients. The areas farthest from the punches are often less dense.
To mitigate this friction, lubricants are mixed into the powder. While necessary for the process, these lubricants are a non-structural binder that must be burned off later, and their presence inherently weakens the pre-sintered part.
Cold Isostatic Pressing (CIP): Uniform Pressure from All Sides
CIP takes a completely different approach. The powder is placed inside a flexible, elastomeric mold, which is then sealed and submerged in a high-pressure fluid chamber.
The fluid is pressurized, exerting uniform force on the mold from all directions simultaneously. This is analogous to the pressure you would feel deep underwater.
Because the pressure is isostatic (equal from all sides) and transmitted through a flexible mold, die-wall friction is completely eliminated. This is the key mechanical advantage of the CIP process.
Key Performance Advantages of CIP
The elimination of die-wall friction and the absence of required lubricants give CIP-produced parts several distinct performance benefits over their uniaxially pressed counterparts.
Superior Density Uniformity
By removing friction as a variable, CIP produces parts with an exceptionally uniform density distribution. There are no low-density zones, which is critical for components that will be subjected to high mechanical or thermal stress.
This uniformity ensures predictable performance and consistent shrinkage during the final sintering stage.
Unmatched Green Strength
"Green strength" refers to the mechanical strength of the part after compaction but before it has been sintered. Because CIP does not require lubricants to be mixed with the powder, the part consists purely of mechanically interlocked metal particles.
This results in a green part that can be up to ten times stronger than a uniaxially pressed part containing lubricants. This high green strength makes the components much easier to handle and machine before final sintering.
Simplified Sintering
Uniaxially pressed parts require a slow, carefully controlled lubricant burn-off stage at the beginning of the sintering cycle. This adds time, energy cost, and complexity to the manufacturing process.
CIP parts, being lubricant-free, can proceed directly to the high-temperature portion of the sintering cycle, streamlining production.
Understanding the Trade-offs: Shape, Speed, and Scale
While CIP offers clear performance benefits, uniaxial compaction remains a dominant industrial process for good reason. The choice involves practical trade-offs in geometry, production speed, and tooling.
Geometric Complexity
CIP's use of flexible molds allows for the production of parts with highly complex geometries, including undercuts, intricate internal cavities, and non-uniform cross-sections that are impossible to create in a rigid die.
Uniaxial compaction is largely limited to simple, prismatic shapes with a consistent cross-section that can be easily ejected from a rigid die.
Production Volume and Speed
Uniaxial pressing is a fast, highly automated process. Cycle times can be measured in seconds, making it ideal for the mass production of millions of simple parts like gears, bushings, and bearings.
CIP is a batch process with significantly longer cycle times, often measured in minutes. It is better suited for lower-volume, high-value components where performance is the primary driver.
Tooling and Equipment
Tooling for uniaxial pressing (hardened steel dies and punches) is expensive to design and manufacture but is extremely durable and can produce millions of parts. The presses themselves are also a major capital investment.
Tooling for CIP (elastomeric molds) is relatively inexpensive to create, making it cost-effective for prototyping and producing smaller batches of parts.
Making the Right Choice for Your Goal
Selecting the correct compaction method requires aligning the process capabilities with your primary objective.
- If your primary focus is high-volume production of simple shapes: Uniaxial die compaction is the industry standard for its unmatched speed, automation, and low cost-per-part at scale.
- If your primary focus is maximum material performance and geometric complexity: CIP is the clear choice for its ability to produce parts with superior density uniformity, strength, and design freedom.
- If your primary focus is robust pre-sintered parts or a simplified thermal cycle: CIP's high green strength and lubricant-free composition offer significant advantages in handling and downstream processing.
Ultimately, your decision rests on a clear understanding of whether you are optimizing for volume and cost or for ultimate performance and design complexity.
Summary Table:
| Feature | Cold Isostatic Pressing (CIP) | Cold Compaction in Metal Dies |
|---|---|---|
| Pressure Application | Isostatic (equal from all sides) | Uniaxial (from one direction) |
| Density Uniformity | High, uniform distribution | Lower, with gradients due to friction |
| Green Strength | Up to 10x stronger, lubricant-free | Weaker, requires lubricants |
| Geometric Complexity | High, allows for intricate shapes | Limited to simple, prismatic shapes |
| Production Speed | Slower, batch process | Faster, high-volume production |
| Tooling Cost | Lower, flexible molds | Higher, rigid steel dies |
| Sintering Process | Simplified, no lubricant burn-off | Requires lubricant burn-off stage |
Optimize your lab's metal compaction process with KINTEK's advanced lab press machines! Whether you need an automatic lab press, isostatic press, or heated lab press, our solutions deliver uniform density, high green strength, and the ability to handle complex geometries—perfect for laboratories focused on high-performance materials. Contact us today to discuss how our equipment can enhance your research and production efficiency!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
















