At its core, Cold Isostatic Pressing (CIP) facilitates the manufacture of complex parts by using a fluid to apply uniform, all-directional pressure to a powder sealed in a flexible mold. Unlike traditional pressing methods that push from one or two directions, this hydrostatic pressure compacts the powder evenly into the mold's exact shape, regardless of its geometric complexity, curves, or undercuts.
The true advantage of CIP is not just making complex shapes, but making them with highly uniform density. This eliminates the internal weak spots, density gradients, and structural stresses that plague traditional pressing methods, resulting in a stronger, more reliable final component.
The Fundamental Principle: How Isostatic Pressure Works
Cold Isostatic Pressing operates on a simple but powerful law of physics: Pascal's Principle, which states that pressure exerted on a confined fluid is transmitted undiminished in every direction.
The Role of the Flexible Mold
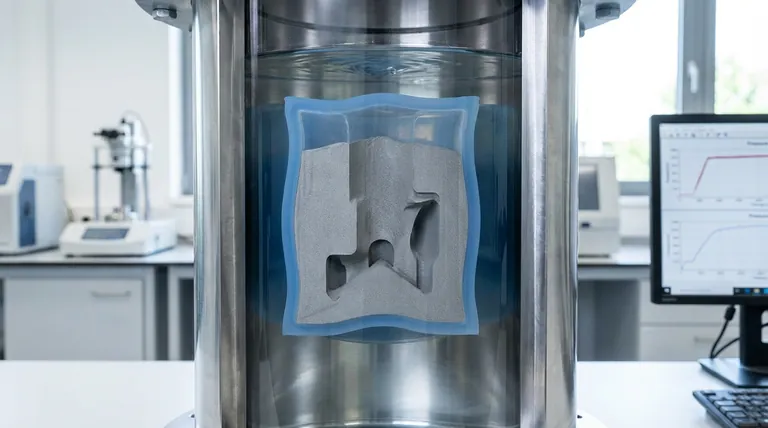
First, a powdered material (such as ceramic or metal) is loaded into a flexible, sealed mold, typically made of rubber, urethane, or PVC. The shape of this mold is a negative of the desired final part.
The Application of Fluid Pressure
The sealed mold is then submerged in a fluid-filled high-pressure chamber. As the chamber is pressurized, the fluid transmits this pressure equally to every point on the surface of the flexible mold.
The Result: Uniform Compaction
Because the pressure is applied from all sides simultaneously, the powder compacts with extreme uniformity. The particles are forced together evenly, creating a solid, "green" part that precisely mirrors the mold's complex geometry.
Why CIP Excels Where Traditional Methods Fail
The limitations of conventional pressing techniques become clear when manufacturing anything beyond a simple cylinder or block. CIP was developed specifically to overcome these constraints.
Overcoming Uniaxial Pressing Limits
Traditional uniaxial pressing acts like a piston, applying force from only the top and bottom. This creates significant friction against the die walls and results in uneven density—the areas nearest the plungers are denser than the center. This severely limits part geometry, especially in components with high aspect ratios (height-to-width) or varying cross-sections.
Achieving Unrivaled Density Uniformity
CIP’s all-directional pressure eliminates these density gradients. A part with uniform density is crucial because it sinters (the process of heating to fuse the powder) more predictably, preventing warpage, cracking, and internal defects. This leads to superior mechanical strength and reliability.
Reducing or Eliminating Binders
Uniaxial pressing often requires lubricants mixed with the powder to reduce die-wall friction. These lubricants must be burned out later, which can introduce porosity and impurities. Because CIP has no die-wall friction, the need for these additives is significantly reduced or eliminated, leading to a purer final material.
Understanding the Trade-offs
While powerful, CIP is not a universal solution. Understanding its limitations is key to using it effectively.
Mold Design and Tooling Costs
The flexible mold is the heart of the process. Designing and fabricating a durable mold that produces the correct final dimensions after compaction can be complex and costly. The mold's elasticity and lifespan are critical variables that impact the total cost per part.
Process Speed and Throughput
Traditional manual CIP can be a slower, batch-oriented process. However, modern automated "electrical" CIP systems have dramatically improved this, offering precise pressure control and rapid cycle times that are 40-60% faster, making it viable for mass production.
Tolerances and Surface Finish
CIP creates a near-net shape, which dramatically reduces the need for subsequent machining. However, the "green" part's surface finish and dimensional tolerances are generally not as precise as what can be achieved with methods like injection molding or die pressing. Some light finishing or machining may still be required for high-precision applications.
Making the Right Choice for Your Application
Selecting the right manufacturing process depends entirely on your project's primary goal.
- If your primary focus is geometric complexity: CIP is the definitive choice for parts with undercuts, internal cavities, or high aspect ratios that are impossible to form with uniaxial presses.
- If your primary focus is maximum material performance: The uniform density and purity achieved with CIP are its greatest strengths, minimizing weak spots and ensuring consistent mechanical properties throughout the part.
- If your primary focus is reducing post-processing costs: For complex components, CIP's ability to create a near-net shape in a single step can eliminate significant and expensive machining operations, lowering the total cost of manufacturing.
Ultimately, Cold Isostatic Pressing empowers you to create parts whose designs are dictated by function, not by the limitations of the manufacturing process.
Summary Table:
| Aspect | Key Details |
|---|---|
| Process Principle | Uses fluid pressure for all-directional compaction via flexible molds |
| Key Advantage | Uniform density, enabling complex shapes with minimal weak spots |
| Ideal Applications | Parts with undercuts, high aspect ratios, or internal cavities |
| Limitations | Higher tooling costs, slower throughput in manual systems, may need finishing |
Ready to enhance your lab's capabilities with precise and reliable parts? KINTEK specializes in lab press machines, including isostatic presses, designed to deliver uniform density and superior performance for complex components. Let us help you achieve flawless results—contact us today to discuss your specific needs and discover how our solutions can benefit your laboratory!
Visual Guide

Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
















