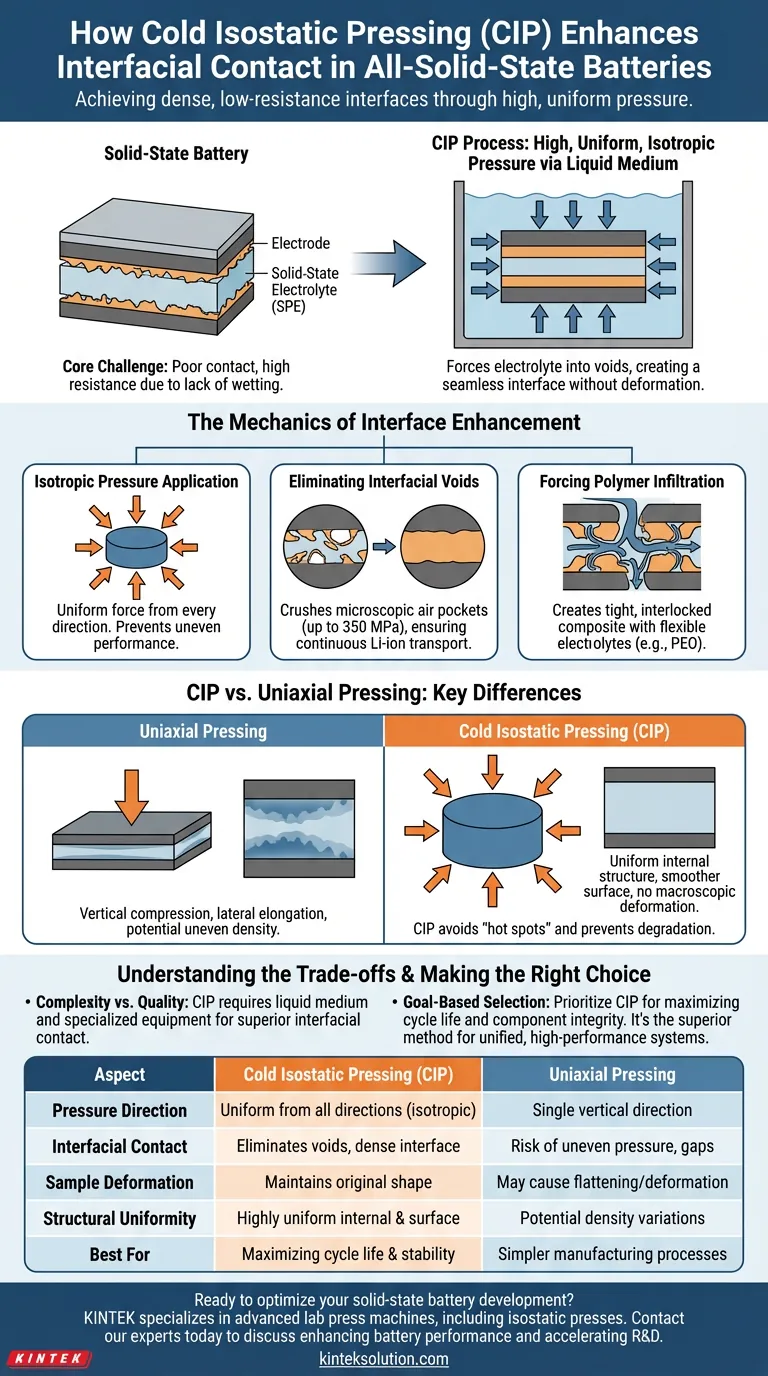
Cold isostatic pressing (CIP) technology enhances interfacial contact by applying exceptionally high, uniform pressure from all directions via a liquid medium to compact the battery components. This process forces the solid electrolyte to fill microscopic voids between electrode particles, creating a seamless, dense interface that significantly reduces resistance without deforming the overall sample shape.
The Core Challenge: Unlike liquid batteries, solid-state batteries lack the natural ability to "wet" surfaces, leading to poor contact and high resistance. CIP solves this by mechanically forcing a void-free union between solid layers, achieving densification that standard pressing methods cannot match.

The Mechanics of Interface Enhancement
Isotropic Pressure Application
Unlike standard mechanical pressing, CIP utilizes a liquid medium to apply pressure. This ensures the force is "isotropic," meaning it is applied uniformly from every direction simultaneously.
This uniformity allows for a higher degree of densification throughout the battery structure. It prevents the pressure gradients that often lead to uneven performance in the final cell.
Eliminating Interfacial Voids
During assembly, microscopic gaps naturally form between the electrode and the solid electrolyte. CIP applies immense pressure—often reaching levels like 350 megapascals—to effectively crush these voids.
By eliminating these air pockets, the process ensures a continuous path for lithium-ion transport. This direct physical contact is the prerequisite for a functional high-performance solid-state battery.
Forcing Polymer Infiltration
When using flexible electrolytes, such as PEO (polyethylene oxide), CIP plays a critical role in integration. The pressure forces the flexible polymer to flow into the interstitial gaps between the electrode’s active material particles.
This creates a tight, interlocked composite structure. The result is a solid-solid interface that mimics the seamless coverage usually only seen in liquid electrolyte systems.
CIP vs. Uniaxial Pressing: Key Differences
Avoiding Macroscopic Deformation
The primary alternative, uniaxial hot pressing, applies force only in a single vertical direction. If excessive pressure is used in this method, it often leads to vertical compression and lateral elongation (flattening) of the polymer film.
CIP avoids this issue entirely. Because the pressure is equal from all sides, the sample densifies without changing its macroscopic shape.
Achieving Uniform Internal Structure
Uniaxial pressing can result in a structure that is dense in the center but less consistent at the edges.
In contrast, CIP yields an electrolyte structure with a smoother surface and a highly uniform interior. This homogeneity is essential for preventing "hot spots" of current density that can degrade the battery over time.
Understanding the Trade-offs
Complexity vs. Quality
While references highlight the superiority of CIP regarding performance, it is important to note the operational distinction. Uniaxial pressing is a simpler, single-axis mechanical operation.
CIP requires a liquid medium and specialized high-pressure equipment to achieve its isotropic effect. The choice involves balancing the need for superior interfacial contact against the complexity of the manufacturing process.
Making the Right Choice for Your Goal
Achieving the lowest possible interfacial resistance is the defining factor for the viability of solid-state batteries. The method of assembly dictates the quality of this interface.
- If your primary focus is maximizing cycle life: Prioritize CIP to create a void-free interface that maintains stability and prevents degradation over repeated charges.
- If your primary focus is component integrity: Use CIP to densify your electrolyte and electrode stack without the risk of lateral deformation or flattening associated with uniaxial pressing.
Ultimately, Cold Isostatic Pressing is the superior method for converting a loose assembly of solid components into a unified, high-performance electrochemical system.
Summary Table:
| Aspect | Cold Isostatic Pressing (CIP) | Uniaxial Pressing |
|---|---|---|
| Pressure Direction | Uniform from all directions (isotropic) | Single vertical direction |
| Interfacial Contact | Eliminates microscopic voids, creates dense interface | Risk of uneven pressure and residual gaps |
| Sample Deformation | Maintains original shape, no lateral elongation | May cause flattening or lateral deformation |
| Structural Uniformity | Highly uniform internal structure and surface | Potential density variations (e.g., center vs. edges) |
| Best For | Maximizing cycle life and interfacial stability | Simpler, less complex manufacturing processes |
Ready to optimize your solid-state battery development with superior interfacial contact? KINTEK specializes in advanced lab press machines, including isostatic presses designed for research and production of next-generation batteries. Our equipment delivers the uniform, high-pressure conditions essential for creating dense, low-resistance electrode-electrolyte interfaces. Contact our experts today to discuss how our solutions can enhance your battery performance and accelerate your R&D timeline.
Visual Guide
References
- Benoît Denis Louis Campéon, Naoaki Yabuuchi. Virtues of Cold Isostatic Pressing for Preparation of All‐Solid‐State‐Batteries with Poly(Ethylene Oxide). DOI: 10.1002/cssc.202301054
This article is also based on technical information from Kintek Press Knowledge Base .
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
















