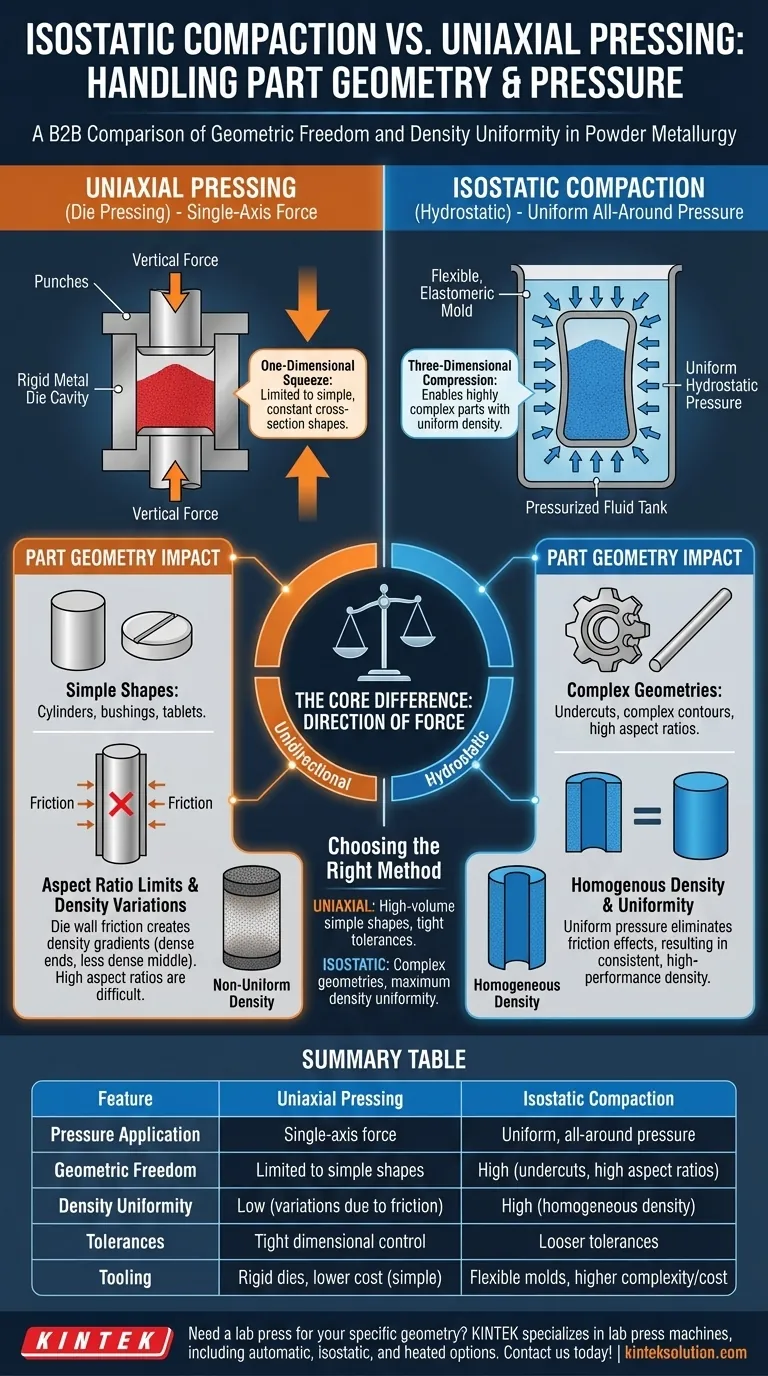
At its core, isostatic compaction provides vastly superior geometric freedom compared to uniaxial pressing. This is because isostatic methods apply uniform, all-around pressure to a powder mass, eliminating the geometric constraints and density variations inherent in the single-axis force of uniaxial pressing.
The fundamental difference lies in the direction of force. Uniaxial pressing is a one-dimensional squeeze, limiting it to simple shapes. Isostatic compaction is a three-dimensional compression, enabling the formation of highly complex parts with uniform density.

The Core Difference: Unidirectional Force vs. Hydrostatic Pressure
To understand the geometric limitations, we must first look at how each process applies force to the powder.
How Uniaxial Pressing Works
Uniaxial pressing, often called die pressing, applies force along a single vertical axis.
A precise amount of powder is placed into a rigid die cavity, and one or more punches compress it from the top and/or bottom. This method is fast and highly repeatable for specific dimensions.
How Isostatic Pressing Works
Isostatic pressing applies pressure uniformly from all directions. The powder is sealed in a flexible, elastomeric mold.
This sealed mold is then submerged in a fluid, which is pressurized. The pressure acts equally on all surfaces of the mold, compressing the powder evenly from every angle, much like the pressure of the deep ocean.
The Impact on Part Geometry
The method of applying pressure directly dictates the complexity of the part you can create.
Uniaxial Pressing: Simple Shapes and Aspect Ratio Limits
Because force is only applied from the top and bottom, uniaxial pressing is limited to parts with a constant cross-section, like cylinders, bushings, or simple tablets.
It is severely constrained by the cross-section-to-height ratio. Tall, thin parts are nearly impossible to make because friction between the powder and the rigid die walls prevents pressure from being transmitted effectively to the center of the part. This results in significant density variations.
Isostatic Compaction: Complex Geometries and Uniformity
By applying pressure from all directions, isostatic compaction removes the limitations of die wall friction.
This allows for the creation of parts with complex contours, undercuts, and high aspect ratios (e.g., long, thin rods). Since pressure is uniform, the resulting part has a much more homogenous density, which is critical for high-performance applications.
Understanding the Trade-offs
While isostatic pressing offers geometric freedom, it is not a universal replacement for uniaxial pressing. Each has distinct advantages and disadvantages.
The Limitation of Uniaxial Pressing: Friction and Density
The primary enemy of uniaxial pressing is die wall friction. As the punch compresses the powder, the particles closest to the die wall experience friction, which resists their movement and compaction.
This leads to a part that is dense at the top and bottom (near the punches) but significantly less dense in the middle. For many applications, this non-uniformity is unacceptable.
The Limitation of Isostatic Pressing: Tolerances and Tooling
The flexible molds used in isostatic pressing, while enabling complexity, do not offer the same dimensional precision as a rigid steel die. Final part tolerances are generally looser than those achieved with uniaxial pressing.
Furthermore, designing and fabricating the flexible tooling to achieve a specific final shape can be more complex and costly.
Choosing the Right Method for Your Part
The choice between these two methods depends entirely on your part's design requirements and production goals.
- If your primary focus is high-volume production of simple shapes with tight tolerances: Uniaxial pressing is faster, more economical, and delivers better dimensional repeatability.
- If your primary focus is creating complex geometries, high-aspect-ratio parts, or achieving maximum density uniformity: Isostatic compaction is the superior, and often only, viable choice.
Understanding the physics of pressure application is the key to selecting the process that best aligns with your part's design intent.
Summary Table:
| Feature | Uniaxial Pressing | Isostatic Compaction |
|---|---|---|
| Pressure Application | Single-axis force | Uniform, all-around pressure |
| Geometric Freedom | Limited to simple shapes (e.g., cylinders) | High (e.g., undercuts, high aspect ratios) |
| Density Uniformity | Low (variations due to friction) | High (homogeneous density) |
| Tolerances | Tight dimensional control | Looser tolerances |
| Tooling | Rigid dies, lower cost for simple shapes | Flexible molds, higher complexity and cost |
Need a lab press for your specific part geometry? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to handle complex shapes and ensure uniform density for your laboratory needs. Contact us today to discuss how our solutions can optimize your material processing and boost efficiency!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- What is the significance of temperature control in Warm Isostatic Pressing? Unlock Uniform Densification and Process Stability
- What is the function of hydraulic pressure in warm isostatic pressing? Achieve Uniform Material Density
- How do sacrificial volume materials (SVM) maintain microchannels in isostatic pressing? Ensure Structural Integrity
- What is the mechanism of a Warm Isostatic Press (WIP) on cheese? Master Cold Pasteurization for Superior Safety
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology



















