At its core, cold isostatic pressing (CIP) is a manufacturing process used to compact powders into a solid, uniform mass. Its most common applications involve creating high-integrity components from materials like advanced ceramics, graphite, and refractory metals for industries ranging from aerospace and electronics to medicine and automotive. Key examples include producing spark plug insulators, high-purity sputtering targets for semiconductors, and durable crucibles for melting metals.
The true value of CIP isn't just its ability to form shapes, but its unique method of applying pressure. By using a fluid to exert equal pressure from all directions, it creates parts with exceptionally uniform density and minimal internal stress, which is critical for components that must perform under extreme conditions.

Why Is Uniform Pressure So Critical?
To understand CIP's applications, you must first understand its fundamental advantage over other compaction methods. The process bypasses the limitations of traditional pressing.
The Principle of Isostatic Pressure
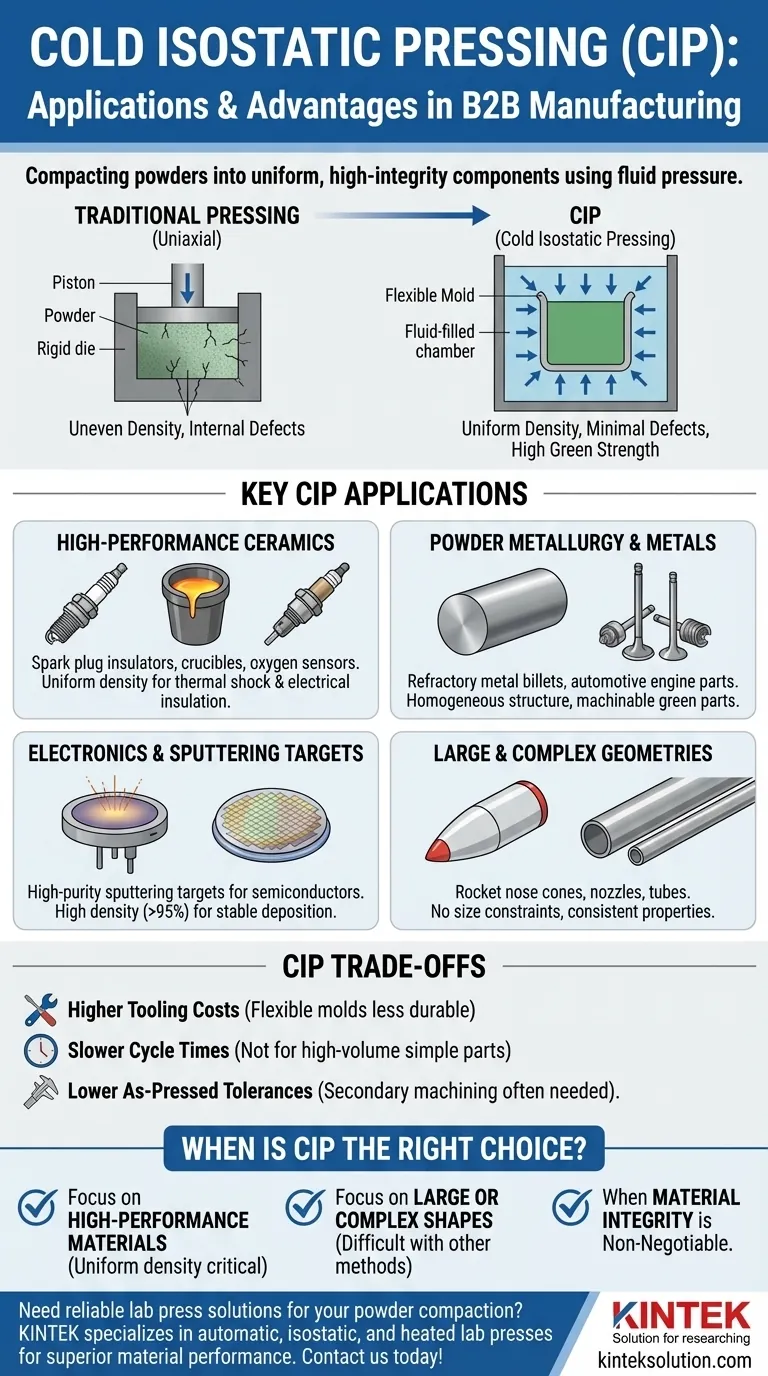
In traditional uniaxial pressing, a piston compresses powder in a rigid die, much like packing sand in a bucket by only pushing from the top. This creates density variations and internal stress lines.
CIP, however, places the powdered material in a flexible, sealed mold. This mold is then submerged in a fluid-filled chamber, which is pressurized. The fluid transmits pressure evenly over the entire surface of the mold, eliminating density gradients.
Eliminating Internal Defects
The uniform pressure of CIP prevents the formation of internal voids and stress lines that can become failure points. This results in a highly uniform "green" compact (the state before final heating).
This uniformity means the part is far less likely to crack, warp, or distort during the subsequent high-temperature sintering (firing) process, a common problem with uniaxially pressed parts.
Achieving High "Green" Strength
A part made with CIP has remarkable integrity and strength even before it is fired. This high green strength is a significant advantage.
It allows the component to be handled, transported, and even intricately machined before it is hardened by sintering. Machining a softer "green" part is often faster, easier, and less costly than machining a fully hardened ceramic or metal.
A Survey of Key CIP Applications
The unique benefits of CIP make it the go-to process for a range of demanding applications where material integrity is non-negotiable.
High-Performance Ceramics and Refractories
This is a primary application area for CIP. Uniform density is essential for both thermal shock resistance and consistent electrical insulation properties.
Common parts include spark plug insulators, crucibles for molten metal, oxygen sensors, and large ceramic isolators used in power generation.
Powder Metallurgy and Advanced Metals
CIP is used to form billets from refractory metals with extremely high melting points. The process creates a dense, homogeneous starting block that can then be forged or machined.
It is also used to form near-net-shape components for automotive applications, such as specialized engine valve parts.
Electronics and Sputtering Targets
In the semiconductor and electronics industries, CIP is used to create sputtering targets. These are high-purity material sources used to deposit thin films onto wafers.
A high and uniform target density, often achieving over 95% of theoretical density, is crucial for ensuring a stable and efficient deposition process.
Large and Complex Geometries
Because pressure is applied by a fluid, CIP is not limited by the size or complexity constraints of a rigid die.
This makes it ideal for producing large, intricate parts like rocket nose cones, seamless tubes, rods, and specialized nozzles where consistent material properties throughout the entire structure are vital for safety and performance.
Understanding the Trade-offs of CIP
While powerful, CIP is not the universal solution for all powder compaction needs. Understanding its limitations is key to making an informed decision.
Tooling and Cycle Time
The flexible molds used in CIP are generally less durable than the hardened steel dies of uniaxial pressing, leading to higher tooling replacement costs over time.
Furthermore, the process of loading the chamber, pressurizing, depressurizing, and unloading is inherently slower than high-speed mechanical pressing, making it less suitable for very high-volume production of simple parts.
Dimensional Tolerances
Due to the nature of the flexible mold, the "as-pressed" dimensional accuracy of a CIP part is typically lower than that of a part made in a rigid die.
For applications requiring very tight tolerances, a secondary machining step on the green or sintered part is almost always necessary.
The Need for Sintering
It is critical to remember that CIP is a compaction step, not a final production process. The resulting green part is dense but lacks the final molecular bonds that give it strength and durability. It must undergo a subsequent high-temperature sintering cycle to become a fully functional component.
Is CIP the Right Process for Your Application?
Choosing a manufacturing process requires aligning its capabilities with your primary goal.
- If your primary focus is high-performance materials: CIP is ideal for applications where uniform density and freedom from internal defects are critical for thermal, electrical, or structural performance.
- If your primary focus is large or complex shapes: CIP excels at producing large preforms with consistent properties that are difficult or impossible to make with other pressing methods.
- If your primary focus is mass production of simple parts: Consider alternatives like uniaxial die pressing, as CIP's longer cycle times may not be cost-effective for high-volume, low-complexity components.
Ultimately, CIP is the definitive choice when material integrity and uniformity cannot be compromised.
Summary Table:
| Application Area | Key Examples | Primary Benefits |
|---|---|---|
| High-Performance Ceramics | Spark plug insulators, crucibles, oxygen sensors | Uniform density, thermal shock resistance, consistent electrical insulation |
| Powder Metallurgy & Metals | Refractory metal billets, engine valve parts | Homogeneous structure, high green strength for machining |
| Electronics | Sputtering targets for semiconductors | High purity, stable deposition, over 95% density |
| Large & Complex Geometries | Rocket nose cones, tubes, nozzles | No size constraints, consistent properties for safety |
Need reliable lab press solutions for your powder compaction? KINTEK specializes in automatic lab presses, isostatic presses, and heated lab presses designed to meet the demanding needs of laboratories in industries like aerospace, electronics, and automotive. Our equipment ensures uniform density, minimal defects, and high green strength for superior material performance. Contact us today to discuss how our lab press machines can enhance your research and production processes!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
















