At its core, Warm Isostatic Pressing (WIP) involves three key processing steps. First, a liquid medium like water is heated to a specific temperature. Second, this heated liquid is injected into a sealed pressure vessel to surround a component and build uniform pressure. Finally, both temperature and pressure are precisely maintained throughout the cycle to consolidate the material.
While the steps seem straightforward, the true value of WIP lies in its unique ability to combine moderate heat with uniform pressure. This synergy allows for the densification of complex shapes from materials that cannot be effectively formed at room temperature, bridging a critical gap between Cold and Hot Isostatic Pressing.

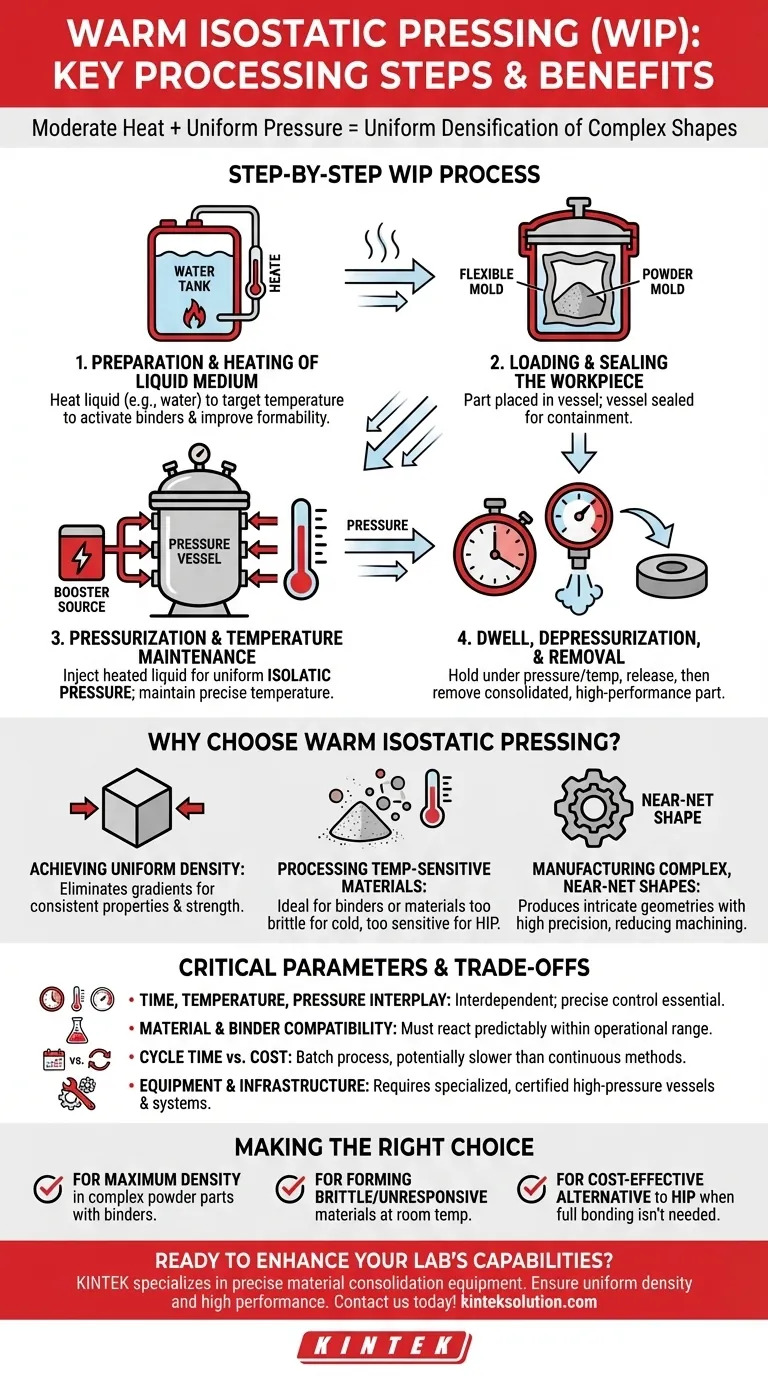
A Step-by-Step Breakdown of the WIP Process
Warm Isostatic Pressing is a methodical process designed to achieve uniform density in a workpiece. Each step is critical for ensuring the final part meets its required performance specifications.
Preparation and Heating of the Liquid Medium
The process begins by heating the liquid medium, which is typically water. This is done to achieve a target temperature, often between room temperature and a few hundred degrees Celsius. The heat helps activate binders within a powder compact or improve the formability of the workpiece material itself.
Loading and Sealing the Workpiece
The part to be pressed, often a powder-filled flexible mold or a pre-formed component, is placed inside the pressure vessel. The vessel is then securely sealed to create a contained environment for pressurization.
Pressurization and Temperature Maintenance
A booster source continuously injects the pre-heated liquid into the sealed vessel. This action builds isostatic pressure—pressure that is applied equally and simultaneously from all directions onto the workpiece. A separate heat generator works to maintain the liquid at the precise target temperature throughout this pressing cycle.
Dwell Time, Depressurization, and Removal
The component "dwells" under the target temperature and pressure for a predetermined amount of time to ensure complete and uniform consolidation. Once the cycle is complete, the pressure is carefully released, the liquid is drained, and the densified part is removed from the vessel.
Why Choose Warm Isostatic Pressing?
The decision to use WIP is driven by material requirements and the need for geometric complexity. It offers distinct advantages over other forming methods for specific applications.
Achieving Uniform Density
Because pressure is applied from all sides, WIP eliminates the density gradients common in uniaxial pressing. This results in a final part with highly uniform material properties and strength in all directions, which is critical for high-performance components.
Processing Temperature-Sensitive Materials
WIP is ideal for powders mixed with binders that require a specific activation temperature to flow properly. It is also used for materials that are too brittle to be formed cold but do not require the extreme heat of Hot Isostatic Pressing (HIP).
Manufacturing Complex, Near-Net Shapes
The use of a flexible mold and uniform pressure allows for the production of intricate and complex geometries with high precision. This produces "near-net shape" parts that require minimal final machining, reducing waste and cost.
Understanding the Critical Parameters and Trade-offs
Success with WIP depends on precise control and an understanding of its operational boundaries. The process is not a universal solution and involves specific considerations.
The Interplay of Time, Temperature, and Pressure
These three parameters are the core variables of the WIP process. They are interdependent and must be tightly controlled to influence the final metallurgy and physical properties of the part. A slight deviation in one can significantly alter the outcome.
Material and Binder Compatibility
The effectiveness of WIP is highly dependent on the choice of material and, if used, the binder system. These components must be specifically chosen to react predictably within the operational temperature range of the WIP process.
Cycle Time vs. Cost
While WIP is generally less energy-intensive and has shorter cycle times than HIP, it is a batch process. This can make it slower and more costly than continuous processes like extrusion or high-volume methods like conventional die pressing for simple shapes.
Equipment and Infrastructure
Implementing WIP requires a significant capital investment in specialized equipment, including a high-pressure vessel certified for elevated temperatures, robust pumping systems, and precise heating controls.
Making the Right Choice for Your Application
Selecting the right manufacturing process requires aligning its capabilities with your primary goal. WIP offers a unique combination of benefits for specific engineering challenges.
- If your primary focus is achieving maximum density in complex powder parts: WIP is an excellent choice for uniform consolidation, especially when using binders that require thermal activation.
- If your primary focus is forming materials that are brittle or unresponsive at room temperature: WIP provides the necessary thermal energy to improve formability without the cost and material changes associated with high-temperature HIP.
- If your primary focus is a cost-effective alternative to Hot Isostatic Pressing: WIP offers a balanced solution for applications that need densification beyond what CIP can offer but do not require the full metallurgical bonding of HIP.
By mastering the interplay of moderate temperature and uniform pressure, Warm Isostatic Pressing provides a precise and versatile tool for manufacturing advanced components.
Summary Table:
| Step | Description | Key Benefit |
|---|---|---|
| Preparation and Heating | Heat liquid medium (e.g., water) to target temperature | Activates binders and improves material formability |
| Loading and Sealing | Place workpiece in sealed pressure vessel | Creates contained environment for uniform pressurization |
| Pressurization and Temperature Maintenance | Inject heated liquid to apply isostatic pressure while maintaining temperature | Ensures equal pressure from all directions for uniform consolidation |
| Dwell Time, Depressurization, and Removal | Hold under pressure and temperature, then release and remove part | Completes densification cycle for high-performance components |
Ready to enhance your lab's capabilities with precise material consolidation? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet the needs of laboratories working with temperature-sensitive materials and complex geometries. Our equipment ensures uniform density and high performance for your components. Contact us today to discuss how our solutions can optimize your Warm Isostatic Pressing processes and drive your research forward!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Electric Split Lab Cold Isostatic Pressing CIP Machine
People Also Ask
- What are the advantages of using a Warm Isostatic Press (WIP) for batteries? Achieve Superior Interface Contact
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology
- What is the function of elastic molds in warm isostatic pressing? Achieve Uniform Density in Composite Particles
- What is the function of hydraulic pressure in warm isostatic pressing? Achieve Uniform Material Density
- What is the significance of temperature control in Warm Isostatic Pressing? Unlock Uniform Densification and Process Stability



















