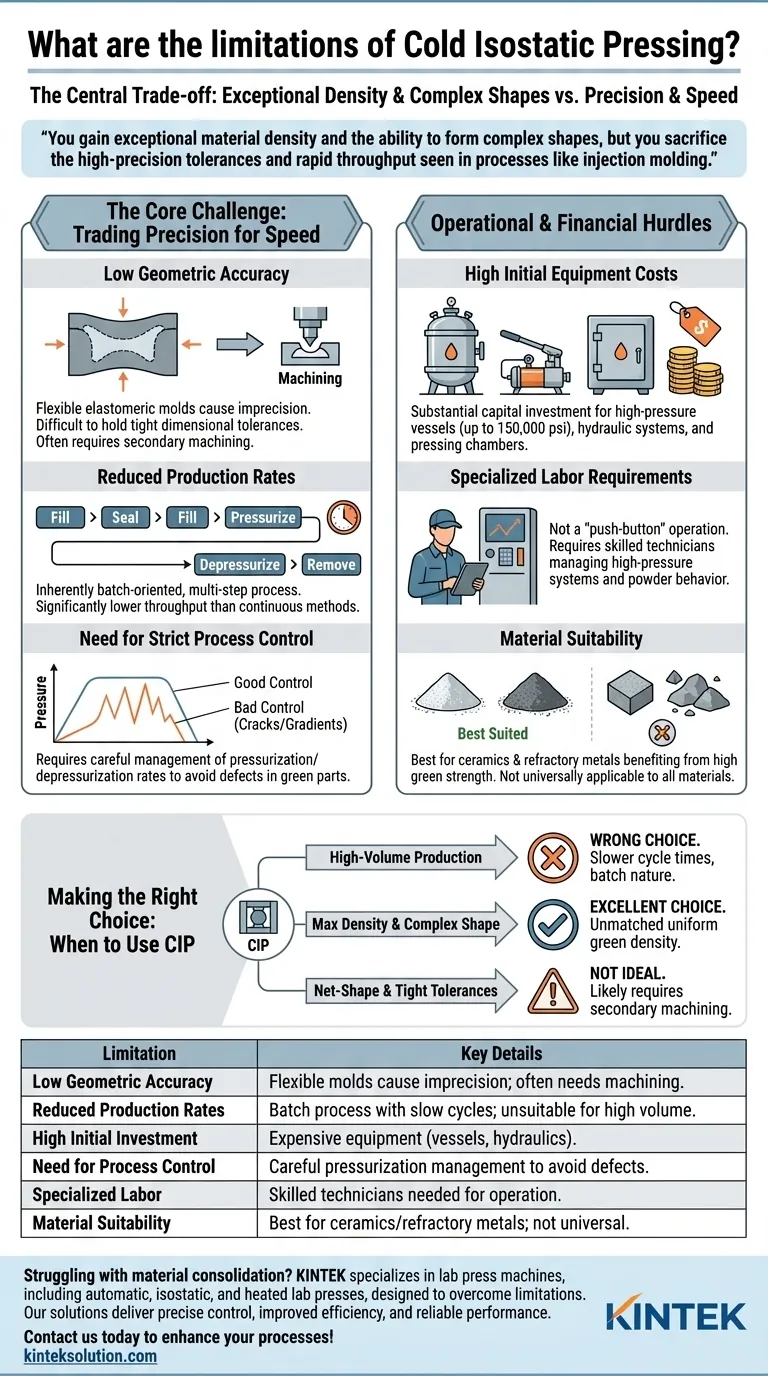
At its core, the primary limitations of Cold Isostatic Pressing (CIP) are its relatively low geometric accuracy, slower production rates compared to other methods, and the high initial investment required for equipment. While it excels at creating uniformly dense parts, it achieves this at the expense of dimensional precision and manufacturing speed.
The central trade-off of CIP is clear: you gain exceptional material density and the ability to form complex shapes, but you sacrifice the high-precision tolerances and rapid throughput seen in processes like injection molding or conventional die compaction.

The Core Challenge: Trading Precision for Speed
Cold Isostatic Pressing is a powerful tool for consolidating powders, but its fundamental mechanics introduce specific constraints that are critical to understand.
Low Geometric Accuracy
The defining feature of CIP—using a flexible, elastomeric mold—is also a primary source of its imprecision. The mold bag must be thin and uniform to work effectively, but its inherent flexibility makes holding tight dimensional tolerances challenging.
Even under perfectly uniform pressure, the final part's shape is only as accurate as the deformable mold allows. This often necessitates secondary machining if high precision is a final requirement.
Reduced Production Rates
The CIP process is inherently batch-oriented and multi-stepped. It involves filling the mold, sealing it, placing it in the pressure vessel, running the pressurization and depressurization cycle, and finally removing the part.
Compared to continuous or high-speed automated processes like injection molding, CIP has a significantly lower throughput. This makes it less suitable for high-volume, low-cost manufacturing.
The Need for Strict Process Control
Achieving a uniform, defect-free part is not automatic. The process requires careful control over the rates of pressurization and depressurization.
Ramping the pressure up or down too quickly can introduce density gradients or cause cracks in the compacted part, known as a "green" part. This demands skilled process management to ensure quality and consistency.
Understanding the Operational and Financial Hurdles
Beyond the process mechanics, CIP presents significant practical and economic challenges that can limit its adoption.
High Initial Equipment Costs
The machinery required for CIP represents a substantial capital investment. Key components are expensive to engineer and build safely.
This includes high-pressure vessels designed to safely contain fluids at up to 150,000 psi (1000 MPa), robust hydraulic systems to generate that force, and the specialized pressing chambers.
Specialized Labor Requirements
CIP is not a simple "push-button" operation. It requires technicians skilled in managing high-pressure systems and understanding the nuances of powder behavior under compaction.
Properly operating the equipment and designing effective process cycles are critical skills that contribute to the overall operational cost.
Material Suitability
While versatile, CIP is not universally applicable. The process is best suited for consolidating ceramic powders, refractory metals, and other materials that benefit from high green strength before a final sintering step.
Materials that cannot withstand the extreme isostatic pressures without undesirable changes are not suitable candidates for this method.
Making the Right Choice for Your Goal
Understanding these limitations allows you to position CIP correctly among other manufacturing options. The decision to use it depends entirely on your project's primary objective.
- If your primary focus is high-volume production: CIP is likely the wrong choice due to its slower cycle times and batch-oriented nature.
- If your primary focus is maximum density and strength in a complex shape: CIP is an excellent choice, as it produces uniform green density unmatched by other pressing techniques.
- If your primary focus is achieving net-shape parts with tight tolerances: CIP is not ideal, as it will likely require secondary machining to meet precision requirements.
Ultimately, choosing CIP means prioritizing uniform material consolidation over manufacturing speed and initial dimensional accuracy.
Summary Table:
| Limitation | Key Details |
|---|---|
| Low Geometric Accuracy | Flexible molds cause imprecision, often requiring secondary machining for tight tolerances. |
| Reduced Production Rates | Batch process with slow cycles, unsuitable for high-volume manufacturing. |
| High Initial Investment | Expensive equipment like pressure vessels and hydraulic systems. |
| Need for Process Control | Requires careful management of pressurization/depressurization to avoid defects. |
| Specialized Labor | Skilled technicians needed for operation and process design. |
| Material Suitability | Best for ceramics and refractory metals, not all materials are compatible. |
Struggling with material consolidation in your lab? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to overcome limitations like those in Cold Isostatic Pressing. Our solutions deliver precise control, improved efficiency, and reliable performance for your laboratory needs. Contact us today to discuss how we can enhance your processes and achieve better results!
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What is the Electric Lab Cold Isostatic Press (CIP) and its primary function? Achieve Uniform High-Density Parts
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses









