At its core, isostatic compaction provides a fundamental advantage over traditional molding by applying pressure uniformly from all directions, rather than from a single axis. This seemingly simple difference results in components with vastly superior material uniformity, higher density, and more complex shaping capabilities that are impossible to achieve with conventional die pressing.
The primary reason to choose isostatic compaction is the pursuit of uniformity. By eliminating the directional pressure of traditional methods, it produces parts with consistent density and strength, removing the internal weak points that often lead to premature failure.

The Fundamental Principle: Uniform Pressure
The key to understanding isostatic compaction is the concept of "isostatic," which means uniform pressure in all directions. This is achieved by submersing a powder-filled flexible mold into a fluid and pressurizing the fluid.
How Isostatic Compaction Works
A powdered material is sealed in a flexible, elastic mold. This mold is then placed inside a pressure vessel filled with a liquid (for Cold Isostatic Pressing, or CIP) or a gas (for Hot Isostatic Pressing, or HIP).
As the vessel is pressurized, the fluid exerts equal pressure on every surface of the mold. The powder is compacted evenly from all sides simultaneously, resulting in a highly uniform green or fully dense part.
The Uniaxial Limitation of Traditional Pressing
Traditional die pressing is uniaxial, meaning pressure is applied from only one or two directions by rigid punches. This creates significant friction between the powder and the die walls.
This friction prevents pressure from being transmitted evenly throughout the part. The areas furthest from the punch are compacted less, leading to significant density variations and built-in weak points.
Key Advantages in Material Properties
The uniform application of pressure directly translates into superior and more predictable material characteristics.
Unmatched Density and Uniformity
Isostatic compaction eliminates the die-wall friction that plagues traditional methods. This allows for higher and more consistent green densities.
Because pressure is applied from all directions, density gradients are virtually eliminated. The resulting component has the same density and microstructure throughout, from the surface to the core.
Superior Strength and Performance
The uniform density creates isotropic material properties, meaning the component has the same strength regardless of the direction in which it is stressed.
This homogeneity eliminates internal weak points, drastically improving properties like fatigue resistance and fracture toughness. The result is a more reliable component with a significantly longer service life.
Healing Internal Defects with HIP
Hot Isostatic Pressing (HIP) combines high pressure with elevated temperatures. This process can be used on pre-existing parts, such as castings or 3D-printed metal components.
The pressure and heat cause internal voids, pores, and micro-cracks to collapse and metallurgically bond shut. This "healing" process can transform a porous casting into a fully dense, high-performance part.
Creating Metallurgical Bonds
HIP can also be used to bond or clad dissimilar materials. By pressing different powders or solid materials together at high temperatures, it creates a true metallurgical bond at the interface, which is far stronger than a simple mechanical or adhesive bond.
Unlocking Design and Shape Complexity
Freed from the constraints of rigid tooling, designers can create parts that were previously unmanufacturable.
Freedom from Rigid Dies
The use of flexible molds allows for the creation of complex shapes, including parts with undercuts, re-entrant angles, or intricate internal cavities.
This provides enormous design freedom compared to the relatively simple geometries required for ejection from a rigid die in traditional pressing.
Enabling Lighter, Optimized Designs
Because the material properties are uniform and predictable, engineers can design parts closer to the material's true performance limits.
There is less need to over-engineer a component with extra material to compensate for unknown weak spots. This enables the creation of lighter, more efficient designs without sacrificing strength or safety.
Understanding the Trade-offs
While powerful, isostatic compaction is not a universal solution. Its advantages must be weighed against practical and economic considerations.
Higher Initial and Per-Part Costs
The equipment for isostatic pressing, especially HIP systems, represents a significant capital investment. The process itself can also be more expensive on a per-part basis compared to high-speed traditional pressing.
Slower Cycle Times
Isostatic pressing is a batch process. Loading the vessel, pressurizing, holding, depressurizing, and unloading takes considerably more time than the seconds-per-part cycle of an automated mechanical press. This results in lower overall throughput.
Dimensional Tolerance Control
While the flexible mold allows for shape complexity, achieving tight final-part dimensional tolerances can be more challenging than with a precision-machined rigid die. Parts often require post-process machining to meet final specifications.
When to Choose Isostatic Compaction
The decision to use isostatic compaction should be driven by the specific performance requirements of your component.
- If your primary focus is maximum performance and reliability: Choose isostatic compaction, especially HIP, for critical components where failure could be catastrophic, such as in aerospace or medical implants.
- If your primary focus is producing complex shapes: Isostatic compaction is the ideal choice when part geometry with undercuts or internal features makes traditional pressing impossible.
- If your primary focus is high-volume, low-cost production: Traditional pressing remains the more economical choice for simple shapes where minor density variations are acceptable.
Ultimately, choosing isostatic compaction is a strategic investment in material integrity and design freedom.
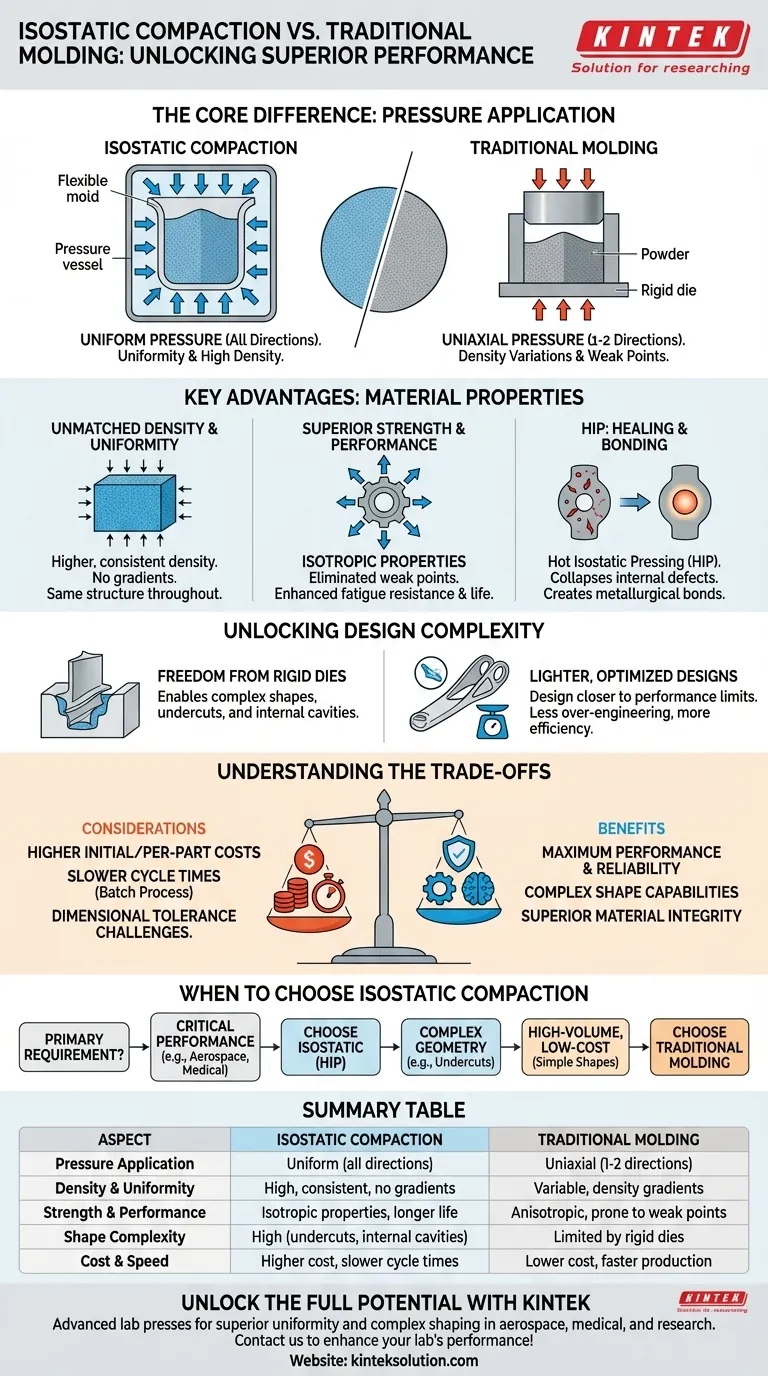
Summary Table:
| Aspect | Isostatic Compaction | Traditional Molding |
|---|---|---|
| Pressure Application | Uniform from all directions | Uniaxial (one or two directions) |
| Density and Uniformity | High and consistent, no gradients | Variable, with density gradients |
| Strength and Performance | Isotropic properties, longer life | Anisotropic, prone to weak points |
| Shape Complexity | High (undercuts, internal cavities) | Limited by rigid dies |
| Cost and Speed | Higher cost, slower cycle times | Lower cost, faster production |
Unlock the full potential of your materials with KINTEK's advanced lab press machines! Whether you need an automatic lab press, isostatic press, or heated lab press, our solutions deliver superior uniformity, higher density, and complex shaping for critical applications in aerospace, medical, and research. Don't let design limitations hold you back—contact us today to discuss how we can enhance your laboratory's efficiency and performance!
Visual Guide
Related Products
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Lab Isostatic Pressing Molds for Isostatic Molding
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- What is the mechanism of a Warm Isostatic Press (WIP) on cheese? Master Cold Pasteurization for Superior Safety
- How does Warm Isostatic Pressing differ from traditional pressing methods? Unlock Uniform Density for Complex Parts
- How do sacrificial volume materials (SVM) maintain microchannels in isostatic pressing? Ensure Structural Integrity
- What is the process involved in warm isostatic pressing? Mastering Uniform Density with WIP Technology
- What is the role of the flexible material in warm isostatic pressing? Key to Uniform Density & Precision







