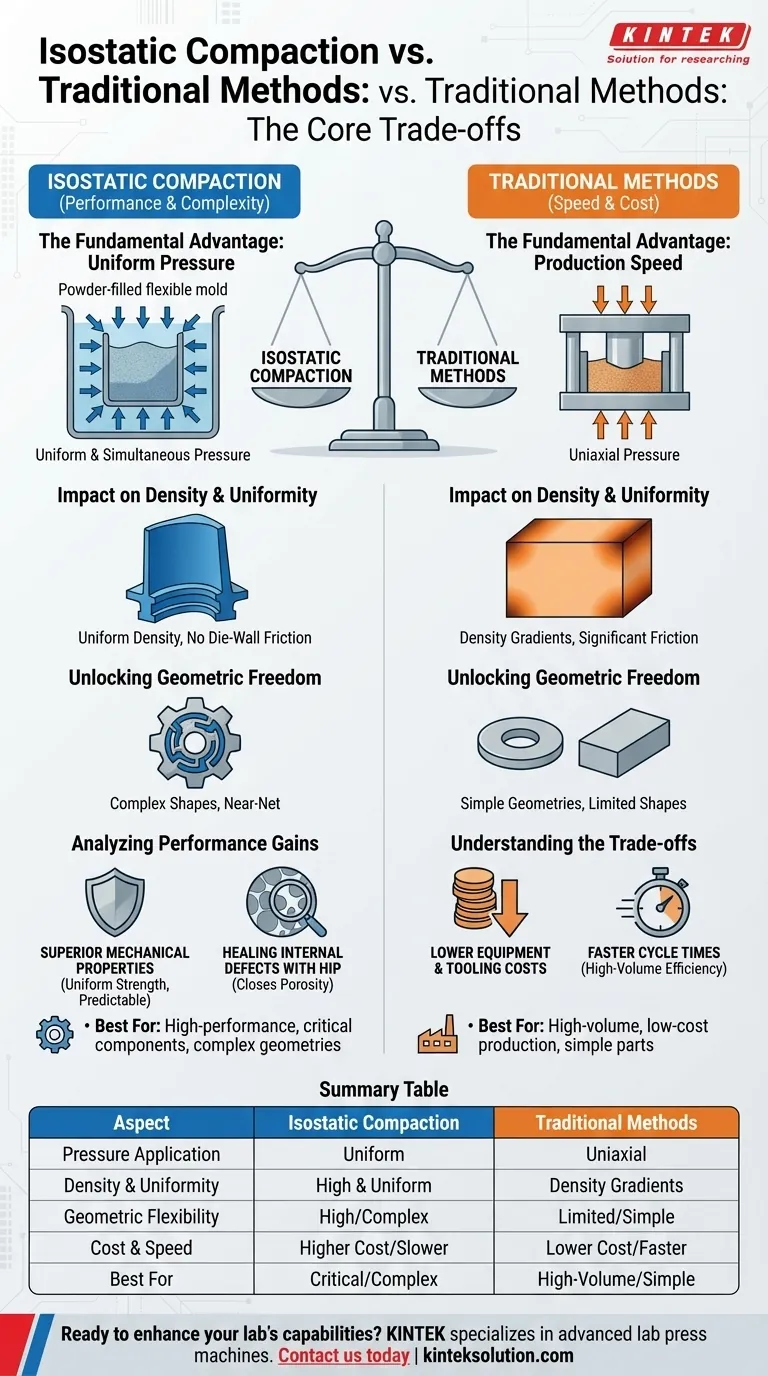
At its core, the trade-off between isostatic compaction and traditional methods is a strategic choice: exchanging higher initial costs and slower cycle times for components with superior density, uniformity, and complex shaping capabilities. Isostatic pressing excels where material integrity and performance are non-negotiable, while traditional methods like uniaxial die pressing often win on production speed and cost-efficiency for simpler geometries.
The decision to use isostatic compaction hinges on your primary objective. While traditional pressing is optimized for high-volume production of simple shapes, isostatic compaction is the superior choice for high-performance, critical components where uniform material properties and geometric complexity are paramount.

The Fundamental Advantage: Uniform Pressure
To understand the trade-offs, you must first grasp the core difference in how pressure is applied. Traditional methods are typically uniaxial, pushing on a powder from one or two directions within a rigid die. Isostatic pressing is fundamentally different.
How Isostatic Pressing Works
Isostatic compaction involves placing powder in a flexible mold and submerging it in a fluid within a high-pressure chamber. The pressure is then applied to the fluid, which transmits it uniformly and simultaneously from all directions onto the mold.
This process can be done at different temperatures:
- Cold Isostatic Pressing (CIP): Performed at room temperature.
- Warm Isostatic Pressing (WIP): Uses a heated liquid medium for materials that benefit from elevated temperatures during compaction.
- Hot Isostatic Pressing (HIP): Uses high pressure and high temperature simultaneously, allowing for full densification and the healing of internal defects.
The Impact on Density and Uniformity
In traditional die pressing, friction between the powder and the rigid die walls creates significant density gradients. The part is densest near the punch face and least dense in the middle and at the corners.
Isostatic pressing eliminates die-wall friction. Because pressure is applied evenly from all sides, it results in a much more uniform density throughout the entire component. This also allows for higher overall densities at a given compaction pressure.
Unlocking Geometric Freedom
Traditional methods are constrained by the limitations of a rigid die set. Complex shapes, undercuts, or high length-to-diameter ratios are difficult or impossible to produce.
Because isostatic pressing uses a flexible mold, it offers vast shape flexibility. This allows for the production of highly complex components with intricate internal and external features, often creating a "near-net shape" that requires minimal post-processing.
Analyzing the Performance Gains
The uniform pressure of isostatic compaction directly translates into measurable improvements in component performance and reliability.
Superior Mechanical Properties
The uniform, high density achieved through isostatic pressing leads to components with uniform strength and predictable mechanical properties in all directions. This reduces internal stresses and weak points, which is especially critical for parts made from brittle materials like ceramics or fine powders.
Healing Internal Defects with HIP
Hot Isostatic Pressing (HIP) is unique in its ability to close and eliminate internal porosity or voids within a cast or compacted part. The combination of high heat and pressure can even form metallurgical bonds, effectively healing internal defects and dramatically improving fatigue life and structural integrity.
Enabling Lighter, Stronger Designs
With more uniform and predictable material properties, engineers can design components with greater confidence. This removes the need to "over-engineer" parts with extra material to compensate for potential weak spots, enabling the design of lighter, more efficient components that still meet rigorous performance standards.
Understanding the Trade-offs and Costs
The superior quality of isostatically pressed parts comes at a cost. Understanding these drawbacks is crucial for making an informed decision.
Higher Equipment and Tooling Costs
Isostatic presses are high-pressure vessels, representing a significantly higher capital investment than a standard mechanical or hydraulic press. While the flexible molds can be less expensive than hardened steel dies for short runs, the overall equipment cost is a major consideration.
Slower Cycle Times
The process of loading the mold, sealing the vessel, pressurizing, depressurizing, and unloading is inherently slower than the rapid stamping action of a traditional press. This results in lower production efficiency and higher cost-per-part, making it less suitable for high-volume, commodity-style components.
Traditional Pressing: When Speed is King
For simple shapes like washers, bushings, or basic tablets where minor density variations are acceptable, traditional uniaxial pressing is far more economical. Its high speed and lower equipment cost make it the undisputed choice for mass production where ultimate material performance is not the primary driver.
Making the Right Choice for Your Goal
Selecting the correct process requires aligning the technology's strengths with your project's specific needs.
- If your primary focus is high-volume, low-cost production: Traditional die pressing is the most logical and cost-effective choice for simple geometries.
- If your primary focus is maximum performance and reliability: Isostatic pressing, especially HIP, is the definitive choice for critical components where failure is not an option.
- If your primary focus is creating complex geometries: Isostatic pressing provides the design freedom to produce near-net shapes that are impossible to achieve with rigid dies.
By understanding this fundamental trade-off between speed-and-cost versus performance-and-complexity, you can confidently select the manufacturing process that aligns perfectly with your component's technical requirements and business objectives.
Summary Table:
| Aspect | Isostatic Compaction | Traditional Methods |
|---|---|---|
| Pressure Application | Uniform from all directions | Uniaxial (one or two directions) |
| Density and Uniformity | High and uniform throughout | Density gradients, less uniform |
| Geometric Flexibility | High (complex shapes, near-net) | Limited (simple geometries) |
| Cost and Speed | Higher cost, slower cycle times | Lower cost, faster production |
| Best For | High-performance, critical components | High-volume, simple parts |
Ready to enhance your lab's capabilities with the right compaction solution? KINTEK specializes in advanced lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, tailored to meet your laboratory needs. Whether you're producing high-performance components or optimizing for cost-efficiency, our expertise ensures superior density, uniformity, and complex shaping. Contact us today to discuss how our solutions can drive your success!
Visual Guide
Related Products
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Lab Isostatic Pressing Molds for Isostatic Molding
- Warm Isostatic Press for Solid State Battery Research Warm Isostatic Press
- Electric Lab Cold Isostatic Press CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
People Also Ask
- How does a Cold Isostatic Press (CIP) facilitate the preparation of CaO-doped silicon carbide (SiC) green bodies?
- What types of equipment are available for cold isostatic pressing? Explore CIP Solutions for Labs and Production
- What are the process advantages of using Cold Isostatic Pressing (CIP) for LSMO? Achieve Defect-Free Density
- How does a Cold Isostatic Press (CIP) increase Bi-2223/Ag current density? Boost Superconductivity with Uniform Pressure
- Why is Cold Isostatic Pressing (CIP) applied after uniaxial pressing? Optimize Superconductor Precursor Density







