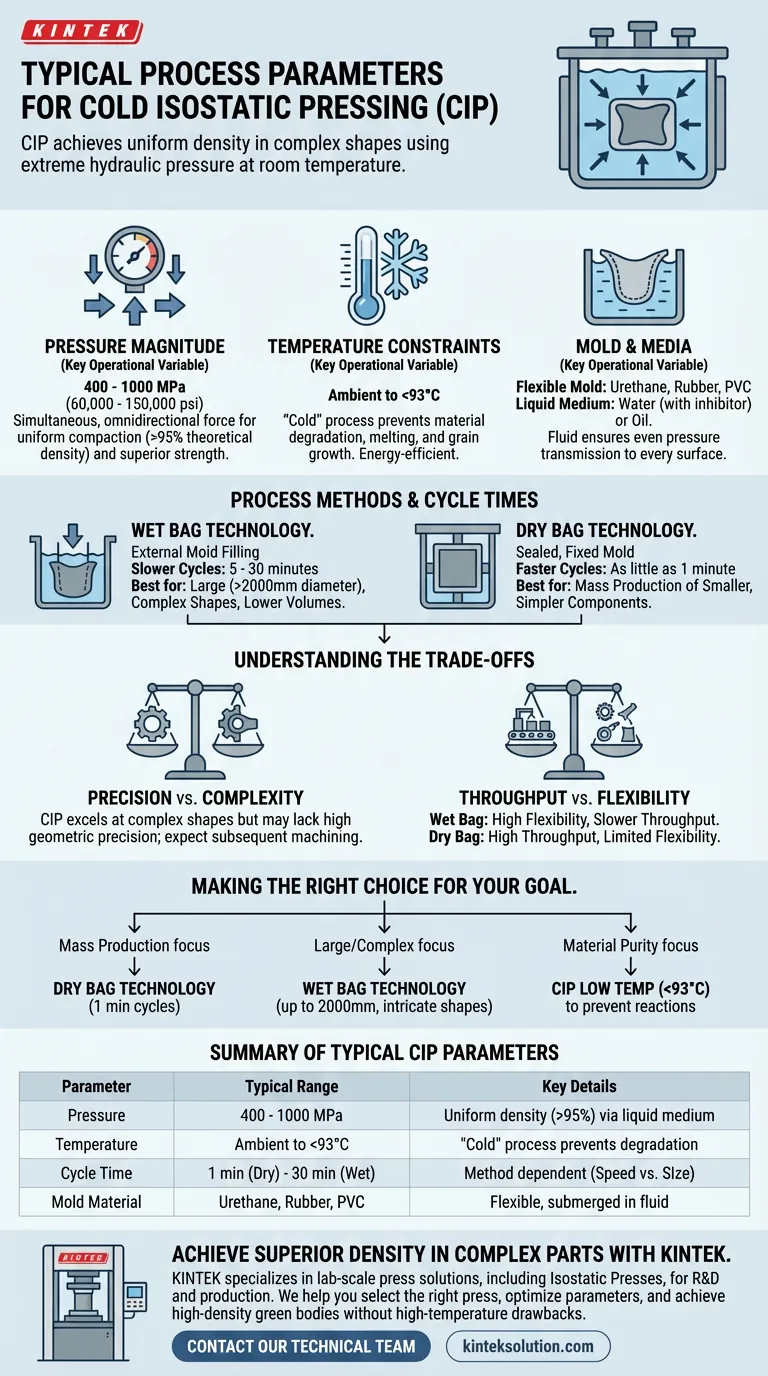
Cold Isostatic Pressing (CIP) typically operates at room temperature with hydraulic pressures ranging from 60,000 psi (400 MPa) to 150,000 psi (1000 MPa). This process utilizes a liquid medium, such as water or oil, to apply uniform force to a flexible mold made of elastomer materials like urethane or rubber. While the temperature is strictly controlled—rarely exceeding 93°C—the cycle time varies significantly by method, lasting anywhere from one minute for mass production to 30 minutes for larger, complex components.
By relying on extreme hydraulic pressure rather than heat, CIP achieves uniform density in complex shapes without the chemical degradation or grain growth associated with high-temperature processing.

Key Operational Variables
Pressure Magnitude and Distribution
The defining parameter of CIP is the application of immense isostatic pressure, generally between 400 MPa and 1000 MPa.
Unlike uniaxial pressing, this pressure is applied simultaneously from all directions via a fluid medium. This omnidirectional force compacts the powder into a "green body" that often exceeds 95% of theoretical density, resulting in superior strength and hardness.
Temperature Constraints
CIP is distinctively a "cold" process, usually conducted at ambient room temperature.
While some variations allow for slightly elevated temperatures, the process limits heat to a maximum of 93°C. This low-temperature approach is energy-efficient and prevents material loss caused by melting or chemical reactions.
Mold and Media Interaction
The process relies on a flexible mold, typically composed of urethane, rubber, or polyvinyl chloride.
This mold is submerged in a pressure vessel filled with a liquid medium, often water mixed with a corrosion inhibitor or oil. The fluid ensures that the pressure generated by the hydraulic system is transmitted evenly to every surface of the mold.
Process Methods and Cycle Times
Wet Bag Technology
In the wet bag method, the mold is filled outside the press and then submerged into the pressure vessel.
This process is generally slower, with cycle times ranging from 5 to 30 minutes, making it suitable for lower volumes or extremely large parts (up to 2000mm in diameter). It offers high flexibility for producing complex, large shapes.
Dry Bag Technology
The dry bag method creates a sealed system where the mold is fixed inside the pressure vessel, allowing for faster automation.
This approach is significantly faster, with cycles taking as little as one minute. Consequently, dry bag technology is the preferred standard for the mass production of smaller components.
Understanding the Trade-offs
Precision vs. Complexity
CIP excels at creating complex shapes that cannot be formed by uniaxial pressing.
However, the flexible nature of the mold means the resulting green body often lacks high geometric precision in its sintered state. Users should anticipate the need for subsequent machining or finishing to achieve tight final tolerances.
Throughput vs. Flexibility
There is a distinct operational trade-off between the wet and dry methods.
Wet bag pressing offers versatility for large or odd-shaped parts but suffers from slower throughput due to manual loading steps. Conversely, dry bag pressing offers high-speed efficiency but is generally limited to smaller, simpler geometries suitable for automation.
Making the Right Choice for Your Goal
To determine the correct CIP approach for your specific application, evaluate your production volume and dimensional requirements.
- If your primary focus is mass production: Prioritize Dry Bag technology to leverage cycle times as short as one minute for high-volume output.
- If your primary focus is large or complex geometries: Utilize Wet Bag technology, which accommodates diameters up to 2000mm and intricate shapes despite longer cycle times.
- If your primary focus is material purity: Rely on CIP's low-temperature parameters (<93°C) to prevent chemical reactions and grain growth during densification.
Success in Cold Isostatic Pressing depends on balancing the requirement for high density against the need for post-process machining.
Summary Table:
| Parameter | Typical Range | Key Details |
|---|---|---|
| Pressure | 400 - 1000 MPa (60,000 - 150,000 psi) | Applied isostatically via liquid medium for uniform density >95% |
| Temperature | Ambient to <93°C | "Cold" process prevents material degradation and grain growth |
| Cycle Time | 1 min (Dry Bag) to 30 min (Wet Bag) | Depends on method; Dry Bag for speed, Wet Bag for large/complex parts |
| Mold Material | Urethane, Rubber, PVC | Flexible mold submerged in fluid (water/oil) for even pressure |
Ready to Achieve Superior Density in Your Complex Parts?
Choosing the right Cold Isostatic Pressing parameters is critical for achieving uniform density and optimal material properties in your components. The experts at KINTEK are here to help.
We specialize in providing lab-scale press solutions, including Isostatic Presses, to meet your R&D and production needs. Whether you are developing new materials or optimizing a production process, our expertise ensures you get the most out of your CIP application.
Let KINTEK help you:
- Select the right press for your specific material and geometry requirements.
- Optimize process parameters like pressure and cycle time for maximum efficiency.
- Achieve high-density green bodies without the drawbacks of high-temperature processing.
Contact our technical team today for a personalized consultation and discover how our lab press machines can advance your projects.
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
- For what purpose are the high-pressure capabilities of electric lab cold isostatic presses used? Achieve Superior Density and Complex Parts
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs








