The load required to create a fully bonded pellet is not a single value but a result of several interconnected variables. The most critical factors include the intrinsic properties of your material, such as its hardness and brittleness, and the physical characteristics of the powder itself, including its particle size, moisture content, flowability within the die, and overall homogeneity.
Achieving a perfect pellet is not about maximizing pressure, but about optimizing conditions. The required load is the minimum force needed to overcome particle separation and induce deformation for bonding, without introducing the internal stresses that cause defects.

The Core Principles of Pellet Formation
To control the load, you must first understand the journey from loose powder to a solid, cohesive mass. This process happens in distinct stages, all driven by the applied force.
From Loose Powder to Solid Mass
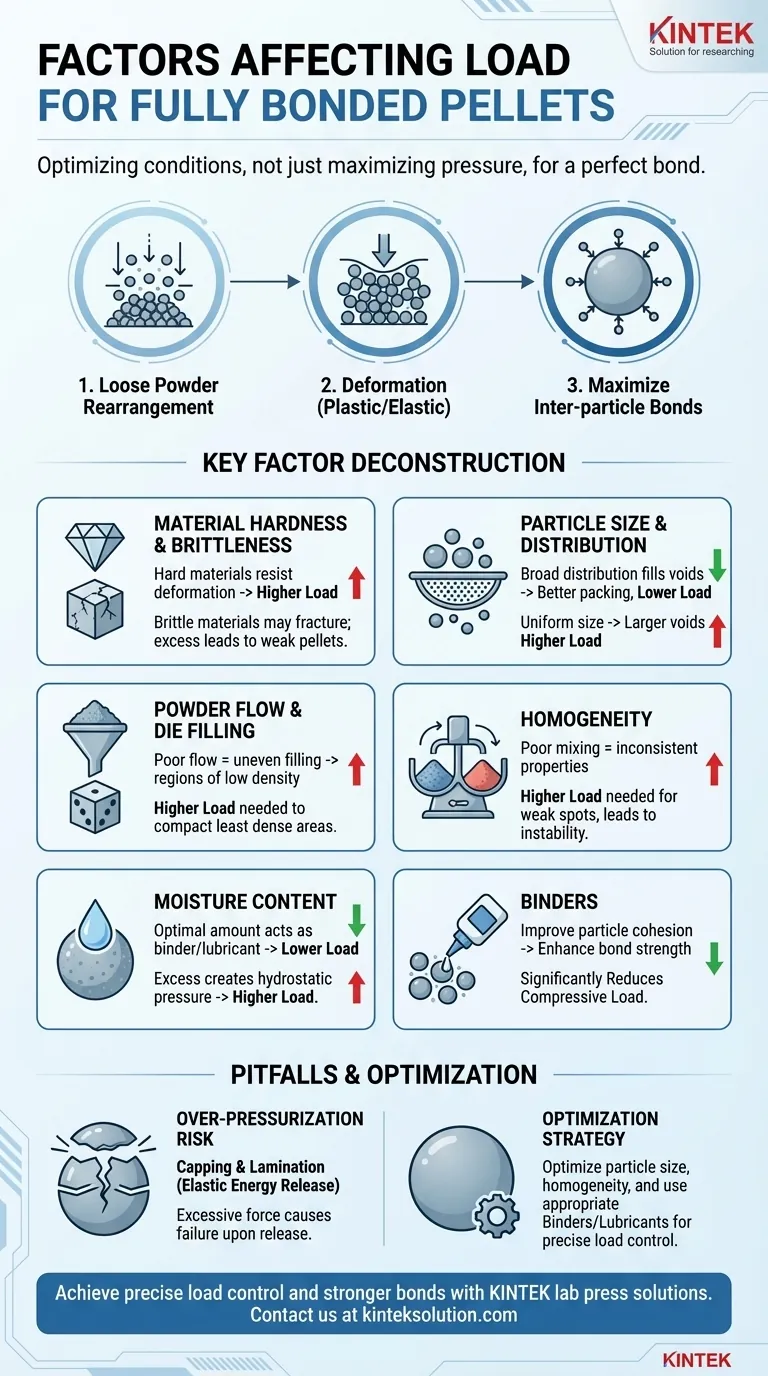
Initially, the applied load causes particles to rearrange themselves into a more tightly packed configuration, filling large voids.
As pressure increases, the particles are forced against each other, leading to deformation at their contact points. This deformation can be plastic (permanent) or elastic (temporary).
The Goal: Maximizing Inter-particle Bonds
The ultimate purpose of the load is to bring particles close enough to establish strong, stable bonds. This forces particles to deform, increasing their contact surface area and allowing forces like van der Waals attractions or mechanical interlocking to create a durable, bonded structure.
Deconstructing the Key Factors
Each factor directly influences how easily particles can rearrange, deform, and bond, thereby determining the necessary compressive load.
Material Hardness and Brittleness
Hard materials inherently resist deformation. A higher load is required to force these particles to change shape and create the large contact surfaces needed for strong bonding.
Brittle materials may fracture under pressure instead of deforming plastically. While this creates new surfaces for bonding, excessive fracturing can lead to a weak, crumbly pellet if the fragments don't properly interlock.
Powder Flow and Die Filling
Powder that does not flow easily will fill the die cavity unevenly. This creates regions of low and high density before compression even begins.
A higher overall load is then needed to ensure the least dense areas are fully compacted. However, this often results in over-compressing other areas, which can introduce defects.
The Role of Moisture Content
A small, controlled amount of moisture can act as a lubricant and binder. It can reduce inter-particle friction and facilitate bonding through capillary forces, often lowering the required load.
Conversely, excessive moisture is detrimental. It can create hydrostatic pressure within the pores, preventing particles from making direct contact and dramatically increasing the load needed for consolidation, often to no avail.
Particle Size and Distribution
A powder with a broad distribution of particle sizes generally requires less load. The smaller particles fill the voids between the larger ones, resulting in a higher initial packing density.
In contrast, a powder with uniform, similarly sized particles will have larger voids. More work—and thus a higher load—is required to close these gaps through deformation.
The Impact of Material Homogeneity
If your powder is a mixture of different components (e.g., an active ingredient and an excipient), poor mixing leads to inconsistent pellet quality.
Non-homogeneity means some areas may be softer or harder than others. The applied load will not distribute evenly, leading to weak spots and structural instability within the final pellet.
Understanding the Trade-offs and Common Pitfalls
Simply increasing the load is a common but often counterproductive strategy. Understanding the negative consequences of excessive force is critical for process optimization.
The Risk of Over-Pressurization
Applying more force than necessary is a primary cause of pellet failure. Excessive load increases the amount of elastic energy stored within the compressed material.
When the load is removed, this stored energy is released rapidly. If the inter-particle bonds are not strong enough to withstand this expansion, the pellet will fail.
Capping and Lamination Explained
Capping is the failure where the top cap of the pellet breaks off. Lamination is when the pellet splits into horizontal layers.
Both defects are classic symptoms of over-pressurization and the resulting rapid elastic recovery. Trapped air that couldn't escape during compression also contributes significantly to these failures.
The Effect of Lubricants and Binders
Lubricants (like magnesium stearate) are often added to reduce friction between the pellet and the die wall, which lowers the force required for ejection. While not directly for bonding, this prevents failures during removal.
Binders are adhesive materials added to the powder to improve particle-to-particle cohesion. A good binder can significantly strengthen bonds, often reducing the compressive load needed to achieve a target pellet strength.
Optimizing Your Compaction Process
Your ideal load is a function of your specific material and your desired outcome. Use these principles to guide your optimization efforts.
- If your primary focus is producing strong, defect-free pellets: Prioritize optimizing your powder's particle size distribution and homogeneity before pressing.
- If you are troubleshooting issues like capping or lamination: Immediately investigate over-pressurization; experiment with reducing the load and improving powder lubrication.
- If you must process a hard, brittle material: Focus on using appropriate binders to assist cohesion, as relying on high pressure alone will likely cause fractures and defects.
Mastering these factors transforms pelletizing from a brute-force task into a precise engineering process.
Summary Table:
| Factor | Effect on Required Load | Key Considerations |
|---|---|---|
| Material Hardness | Increases load for deformation | Harder materials resist bonding, needing more force |
| Particle Size Distribution | Decreases load with broad distribution | Smaller particles fill voids, improving packing |
| Moisture Content | Lowers load with controlled moisture; increases with excess | Acts as lubricant or binder; excess causes hydrostatic pressure |
| Powder Flow | Increases load with poor flow | Uneven die filling leads to density variations |
| Homogeneity | Increases load with poor mixing | Inconsistent properties cause weak spots and instability |
| Binders | Decreases load by improving cohesion | Enhances bonding strength, reducing need for high pressure |
Struggling with pellet defects or inconsistent results? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to optimize your pelletization process. Our equipment helps you achieve precise load control, uniform compaction, and stronger bonds for materials like powders and brittle substances. Contact us today to discuss how our solutions can enhance your laboratory efficiency and deliver reliable, high-quality pellets!
Visual Guide
Related Products
- Laboratory Hydraulic Split Electric Lab Pellet Press
- Manual Laboratory Hydraulic Pellet Press Lab Hydraulic Press
- Laboratory Hydraulic Pellet Press for XRF KBR FTIR Lab Press
- Automatic Laboratory Hydraulic Press Lab Pellet Press Machine
- Automatic Laboratory Hydraulic Press for XRF and KBR Pellet Pressing
People Also Ask
- Why is a professional laboratory pellet press required for XRF of silica sand? Achieve +/- 0.10% Precision
- Why is a laboratory pellet press used to pre-press BaSnF4 samples? Ensure Precision in High-Pressure Studies
- What are the emerging trends in the design and materials of lab pellet presses? Modernize Your Lab Efficiency
- Why is precise pressure-holding control critical for biomass pellets? Master Your Densification Results
- What are the different types of pellet-making tools available for labs? Choose the Right Press for Your Sample



















