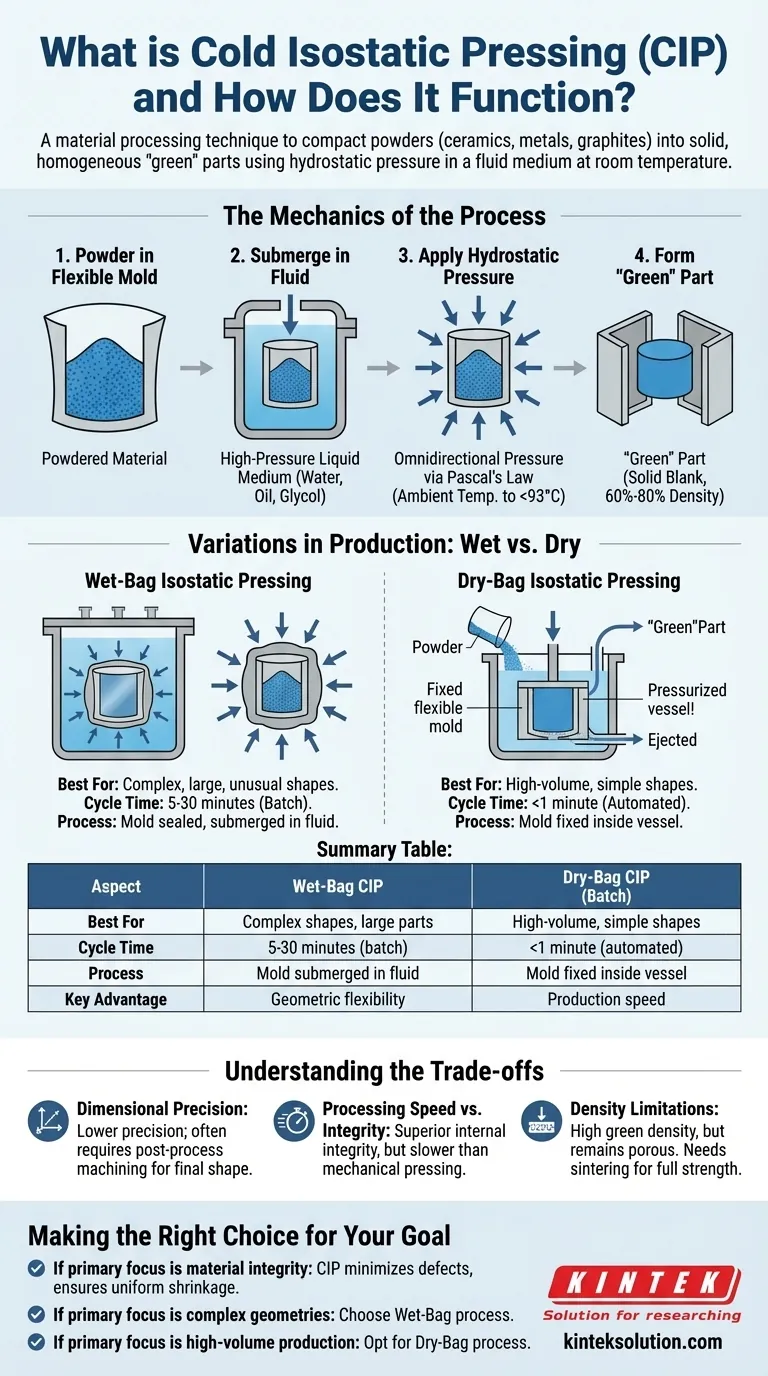
Cold Isostatic Pressing (CIP) is a material processing technique used to compact powders—typically ceramics, metals, or graphites—into solid, homogeneous masses known as "green" parts. By sealing the powder in a flexible elastomeric mold and submerging it in a high-pressure liquid medium (usually water, oil, or glycol), the system utilizes hydrostatic pressure to compact the material equally from all directions at room temperature.
The defining advantage of CIP over traditional die pressing is the application of omnidirectional pressure based on Pascal's Law. Because force is applied equally to every surface of the part, the resulting compact possesses uniform density throughout, virtually eliminating the internal stress gradients that cause cracking and distortion during subsequent sintering or firing.

The Mechanics of the Process
The Principle of Hydrostatic Pressure
Unlike uniaxial pressing, which compresses powder from top to bottom, CIP relies on Pascal’s Law. This principle states that pressure applied to an enclosed fluid is transmitted undiminished in every direction.
The Mold and Medium
The powdered material is placed inside a flexible mold, often made of rubber, plastic, or elastomer. This sealed container is then immersed in a liquid medium inside a pressure vessel.
Compaction at Room Temperature
The system pressurizes the fluid, typically at ambient temperatures or slightly higher (below 93°C). This compresses the flexible mold against the powder, bonding the particles together to form a solid geometry.
The "Green" State
The output is a "green" part—a solid blank with sufficient strength for handling and machining. Depending on the material, these parts typically achieve 60% to 80% of their theoretical density (potentially higher for specific metals), making them ideal preforms for final sintering or Hot Isostatic Pressing (HIP).
Variations in Production: Wet vs. Dry
Wet-Bag Isostatic Pressing
In this variation, the filled mold is sealed outside the vessel and then fully submerged into the pressure fluid. This method is ideal for producing large, complex, or unusual shapes. However, it is a batch process with a slower cycle time, typically taking between 5 to 30 minutes.
Dry-Bag Isostatic Pressing
Here, the flexible mold is fixed directly inside the pressure vessel. The powder is poured into the mold, pressurized, and removed without the mold ever leaving the vessel. This allows for automation and much faster cycle times (often under 1 minute), making it suitable for high-volume mass production of simpler shapes.
Understanding the Trade-offs
Dimensional Precision
Because the mold is flexible, CIP cannot guarantee the high dimensional tolerance of rigid die pressing. The resulting surfaces are often uneven or "rough." Consequently, parts usually require post-process machining to achieve their final net shape.
Processing Speed vs. Integrity
While CIP produces superior internal structural integrity, it is generally slower than mechanical pressing methods. The use of fluid dynamics and seal management adds complexity to the manufacturing cycle.
Density Limitations
CIP is primarily a pre-processing step. While it achieves high green density, the part remains porous compared to a fully melted or cast component. It must undergo sintering (firing) to achieve its final strength and full density.
Making the Right Choice for Your Goal
- If your primary focus is material integrity: CIP is superior for minimizing defects, ensuring the part shrinks uniformly during firing without warping or cracking.
- If your primary focus is complex geometries: Choose the Wet-Bag process, as it accommodates intricate shapes and large aspect ratios that rigid dies cannot release.
- If your primary focus is high-volume production: Opt for the Dry-Bag process to achieve rapid cycle times for simple components like spark plug insulators or grinding balls.
CIP is the definitive manufacturing solution when internal uniformity and high-quality material structure are more critical than raw production speed or "out-of-the-box" dimensional precision.
Summary Table:
| Aspect | Wet-Bag CIP | Dry-Bag CIP |
|---|---|---|
| Best For | Complex shapes, large parts | High-volume, simple shapes |
| Cycle Time | 5-30 minutes (batch) | <1 minute (automated) |
| Process | Mold submerged in fluid | Mold fixed inside vessel |
| Key Advantage | Geometric flexibility | Production speed |
Need to produce high-integrity ceramic or metal parts with uniform density?
KINTEK specializes in advanced lab press machines, including isostatic presses, designed to meet the precise demands of laboratory research and development. Our Cold Isostatic Pressing (CIP) solutions help you achieve superior material integrity and minimize defects in your compacted powders.
Contact us today to explore how our reliable isostatic press technology can enhance your material processing workflow and deliver consistent, high-quality results.
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What role do electric lab cold isostatic presses play in industrial contexts? Bridge R&D and Manufacturing with Precision
- What is the fundamental operating principle of an Electric Lab Cold Isostatic Press (CIP)? Achieve Superior Uniformity in Powder Compaction
- What types of materials can be compacted using electric lab cold isostatic presses? Achieve Uniform Density for Metals, Ceramics & More
















