The primary benefit of evacuating air from loose powder before compaction is the production of a denser, more uniform final part with a significant reduction in structural defects. This pre-compaction step is especially crucial when working with fine or brittle powders, where trapped air is a common cause of component failure.
Trapped air within a powder mass acts as a compressed spring resisting densification. By removing this air before applying pressure, you eliminate the primary source of internal stress that leads to lower density and catastrophic cracking upon pressure release.

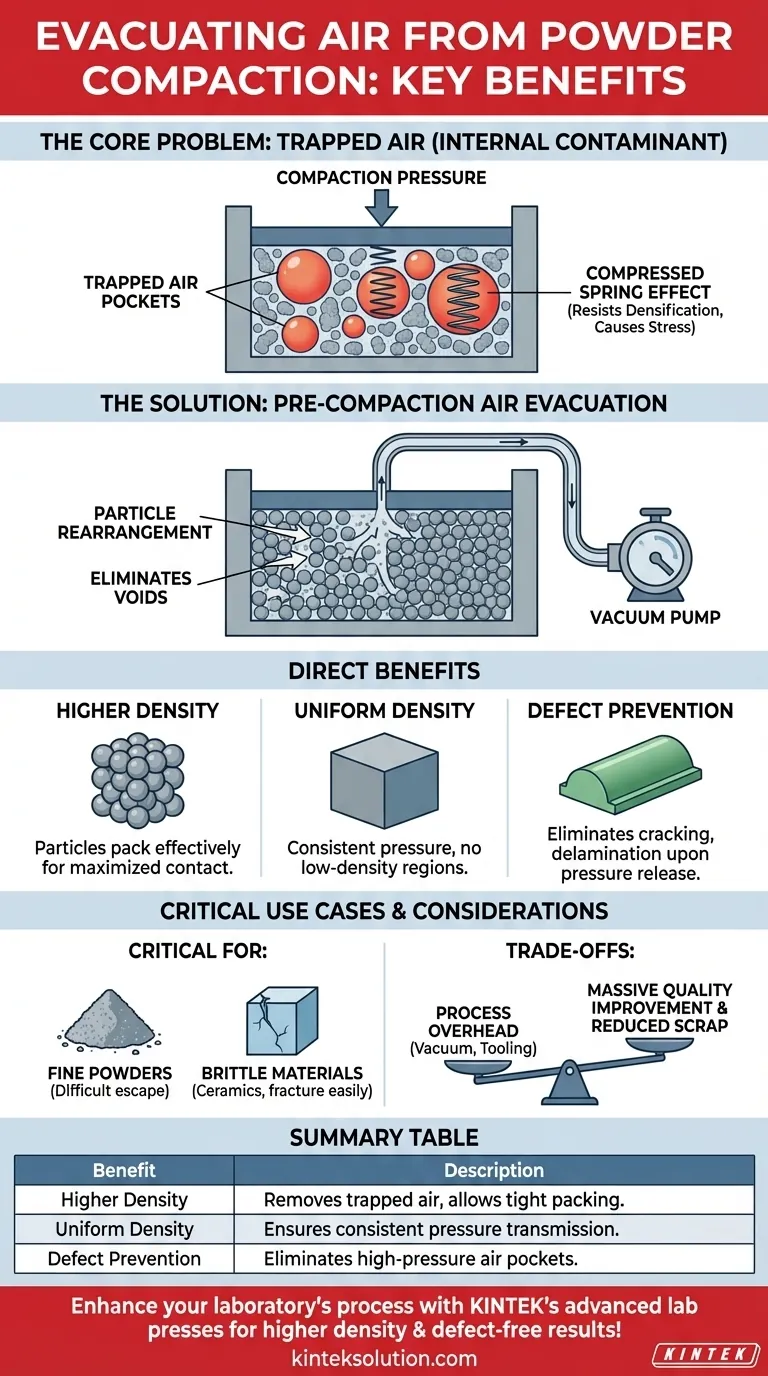
The Core Problem: Trapped Air as an Internal Contaminant
To understand the benefit of evacuation, you must first recognize that the air filling the gaps between powder particles is not benign. It actively works against the goal of creating a solid, dense object.
Why Air Gets Trapped
The space between individual powder particles, known as interstitial voids, is naturally filled with air. During rapid compaction, this air has no time or clear path to escape, especially in fine powders where the pathways are extremely small and complex.
The "Compressed Spring" Effect
When compaction pressure is applied, this trapped air is compressed into high-pressure pockets within the powder mass. These pockets physically push back against the surrounding particles, preventing them from packing together as tightly as they otherwise could.
This creates localized regions of high internal stress and lower density throughout the component.
The Direct Benefits of Air Evacuation
Removing the air before pressure is applied transforms the compaction process and dramatically improves the outcome.
Achieving Higher Density
Without trapped air resisting the compaction force, particles can move, slide, and rearrange far more effectively. This allows the external pressure to do its job properly: eliminating voids and maximizing particle-to-particle contact, resulting in a significantly denser part.
Ensuring Uniform Density
Trapped air is a source of inconsistency. By evacuating the mold, you ensure that the compaction pressure is transmitted more uniformly throughout the entire powder mass. This prevents the formation of low-density regions and promotes a consistent microstructure in the final part.
Preventing Compaction Defects
The most critical benefit is defect prevention. After compaction is complete and the external pressure is released, the high-pressure pockets of trapped air expand violently. This rapid expansion is a primary cause of cracking, delamination, and sometimes the complete "bursting" of the un-sintered (or "green") compact.
Evacuating the air beforehand eliminates this failure mechanism entirely.
Understanding the Trade-offs and Considerations
While highly beneficial, implementing an evacuation step involves practical considerations.
When is Evacuation Most Critical?
Evacuation is not just a best practice; it is often a necessity. It is most vital for:
- Fine Powders: The smaller the particles, the more difficult it is for air to escape naturally.
- Brittle Materials: Materials like ceramics cannot tolerate the internal stresses caused by trapped air and will fracture easily without evacuation.
The Process Overhead
Adding an evacuation step requires tooling (such as a flexible mold) that can be sealed and connected to a vacuum pump. This adds a step to the workflow and requires specific equipment, but the massive improvement in part quality and reduction in scrap rate almost always justifies the investment.
Alternatives and Their Limits
Slowing down the rate of pressurization can sometimes allow more air to escape naturally. However, this is far less reliable and less effective than pre-evacuation, particularly for the challenging fine or brittle powders where quality is paramount.
Applying This to Your Compaction Process
Use the following guidelines to decide when to implement powder evacuation.
- If your primary focus is maximizing part density and strength: Always evacuate the powder, as this is the most direct path to eliminating performance-killing voids.
- If you are experiencing cracking or delamination in your green parts: Trapped air is the most likely culprit; implementing an evacuation step should be your first and most effective corrective action.
- If you are working with coarse, ductile powders: You may achieve acceptable results without evacuation, but testing is essential to confirm that your final part quality meets specifications.
Ultimately, treating air as an undesirable contaminant to be removed before compaction is a fundamental principle for producing high-quality, defect-free parts.
Summary Table:
| Benefit | Description |
|---|---|
| Higher Density | Removes trapped air, allowing particles to pack tightly for increased density. |
| Uniform Density | Ensures consistent pressure transmission, reducing low-density regions. |
| Defect Prevention | Eliminates high-pressure air pockets that cause cracking and delamination. |
Enhance your laboratory's powder compaction process with KINTEK's advanced lab press machines! Our automatic lab presses, isostatic presses, and heated lab presses are designed to handle fine and brittle powders with precision, ensuring higher density, uniformity, and defect-free results. Don't let trapped air compromise your part quality—contact us today to discover how our solutions can boost your efficiency and reduce scrap rates!
Visual Guide
Related Products
- Lab Round Bidirectional Press Mold
- Lab Polygon Press Mold
- Lab XRF Boric Acid Powder Pellet Pressing Mold for Laboratory Use
- Square Bidirectional Pressure Mold for Lab
- XRF KBR Plastic Ring Lab Powder Pellet Pressing Mold for FTIR
People Also Ask
- What are the common applications for laboratory presses? Expert Guide to Sample Prep, R&D, and Quality Control
- Why is a high-performance laboratory molding press critical for in-situ electrolyte formation? Unlock Battery Success
- How do the design and geometric precision of pressing molds and mandrels affect the quality of PTFE composite samples?
- What challenges are associated with recycling textiles, and how do laboratory presses help? Overcome Recycling Hurdles with Precision Tools
- How does the geometry of laboratory molds influence mycelium-based composites? Optimize Density and Strength





