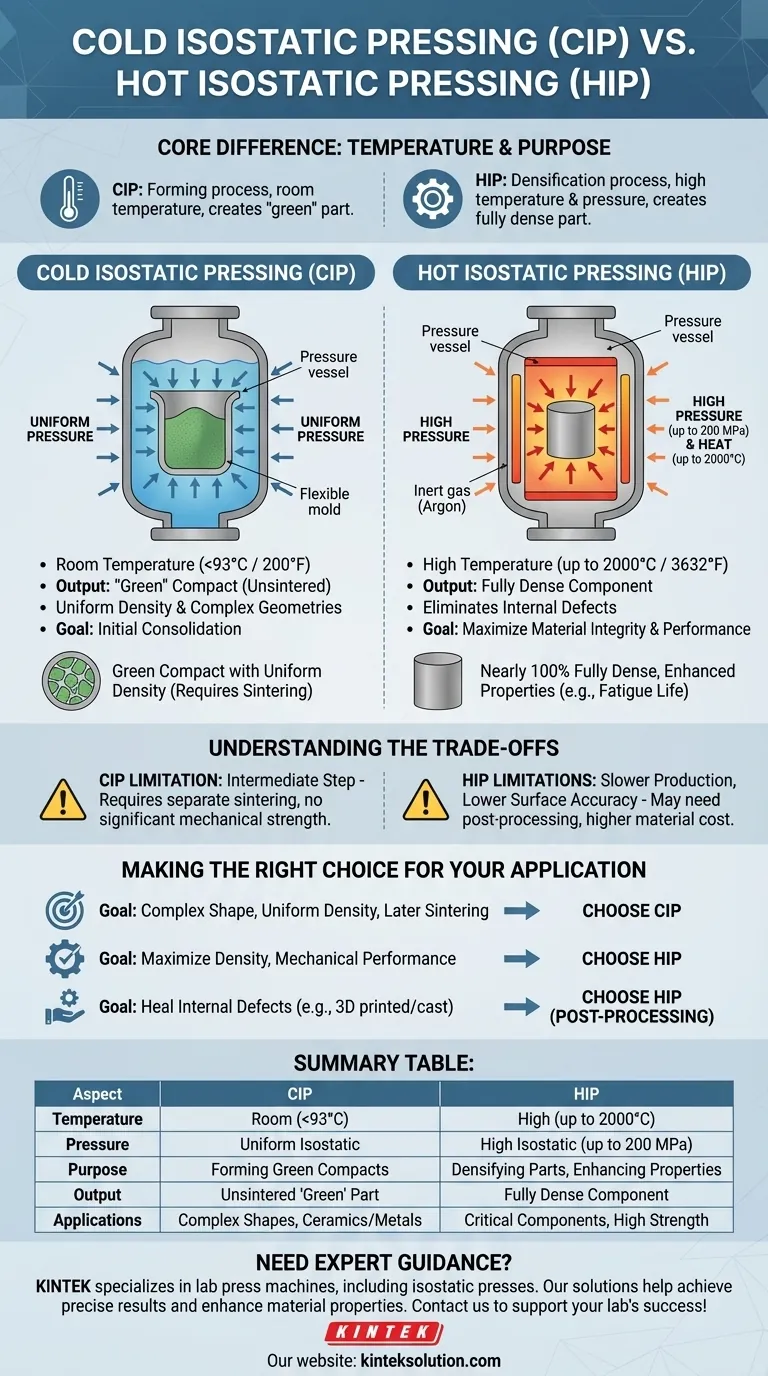
At its core, the difference between Cold Isostatic Pressing (CIP) and Hot Isostatic Pressing (HIP) is temperature and purpose. CIP uses uniform pressure at room temperature to compact powders into a solid, but unsintered, "green" part. In contrast, HIP combines high pressure with high temperature to create a fully dense component with superior material properties.
The fundamental distinction is not just about heat. CIP is a forming process used to create a preliminary shape, while HIP is a densification and finishing process used to achieve maximum material integrity and performance.
What is Cold Isostatic Pressing (CIP)?
Cold Isostatic Pressing is an essential first step for creating complex parts from powdered materials like ceramics or metals. It focuses on initial consolidation before the final heat treatment.
The Core Principle: Uniform Pressure at Room Temperature
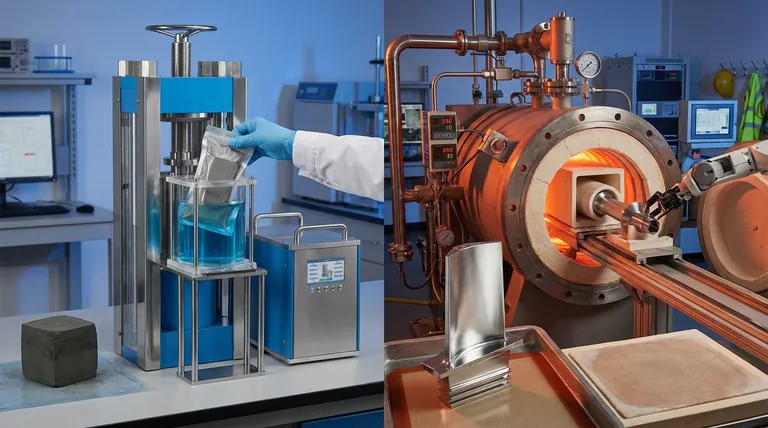
In CIP, a powdered material is sealed in a flexible, elastomeric mold. This mold is then submerged in a fluid within a pressure vessel.
The fluid is pressurized, exerting uniform (isostatic) pressure from all directions onto the mold. This happens at or near room temperature (typically below 93°C / 200°F).
The Goal: Creating a "Green" Compact
The output of CIP is not a finished part. It is a "green" compact—a solid object with enough strength to be handled.
This green part has a highly uniform density throughout its structure. This uniformity is critical for preventing warping or cracking during the subsequent high-temperature sintering phase. CIP is also excellent for creating complex geometries without the need for binders or waxes.
What is Hot Isostatic Pressing (HIP)?
Hot Isostatic Pressing is a thermal treatment process that goes far beyond simple shaping. It is used to eliminate internal defects and achieve a material's maximum theoretical density.
The Core Principle: Simultaneous Heat and Pressure
During HIP, a component is placed inside a pressure vessel with a controlled atmosphere. The vessel is then subjected to both extremely high temperatures (up to 2000°C / 3632°F) and high isostatic pressure (up to 200 MPa / 30,000 psi).
The pressure medium is an inert gas, most commonly argon, which prevents chemical reactions with the material at elevated temperatures.
The Goal: Full Density and Enhanced Properties
The combination of heat and pressure causes internal pores, voids, and micro-cracks within the material to collapse and weld shut on an atomic level.
This results in a component that is nearly 100% fully dense. The benefits are significant, including a dramatic improvement in mechanical properties like fatigue life (often by a factor of 10 to 100), wear resistance, and corrosion resistance. HIP ensures the material has uniform strength in all directions.
Understanding the Trade-offs
While powerful, neither process is a universal solution. Understanding their limitations is key to using them effectively.
The Inherent Limitation of CIP
The primary "limitation" of CIP is that it is an intermediate manufacturing step. A green part from a CIP process has no significant mechanical strength and must undergo a separate, high-temperature sintering process to become a durable, functional component.
The Practical Limitations of HIP
HIP provides exceptional results but comes with practical constraints.
The process has a slower production rate compared to methods like die compaction, making it less suitable for high-volume manufacturing.
It can also result in lower surface accuracy due to the use of flexible tooling or material deformation. This often means post-processing steps like machining are required to meet tight dimensional tolerances. Finally, the process often relies on specialized, costly powders, which can increase material expenses.
Making the Right Choice for Your Application
Your choice between CIP and HIP depends entirely on your end goal: are you forming a preliminary shape or perfecting a final part?
- If your primary focus is creating a complex powder-based shape with uniform density for later sintering: CIP is the correct choice to produce a high-quality green compact.
- If your primary focus is achieving maximum density and mechanical performance in a critical component: HIP is the definitive process for creating a fully dense part with enhanced fatigue life and strength.
- If your primary focus is healing internal defects in an existing part (e.g., a casting or 3D-printed metal): HIP is also used as a post-processing step to eliminate internal porosity and significantly improve the part's integrity.
Ultimately, selecting the right process requires you to define whether you need to shape the material or fundamentally perfect its internal structure.
Summary Table:
| Aspect | Cold Isostatic Pressing (CIP) | Hot Isostatic Pressing (HIP) |
|---|---|---|
| Temperature | Room temperature (<93°C) | High temperature (up to 2000°C) |
| Pressure | Uniform isostatic pressure | High isostatic pressure (up to 200 MPa) |
| Purpose | Forming green compacts for sintering | Densifying parts for full density and enhanced properties |
| Output | Unsintered 'green' part with uniform density | Fully dense component with improved mechanical properties |
| Key Applications | Complex shapes in ceramics/metals before sintering | Critical components requiring high fatigue life and strength |
Need expert guidance on selecting the right press for your laboratory? KINTEK specializes in lab press machines, including automatic lab presses, isostatic presses, and heated lab presses, designed to meet your specific needs for powder compaction and material densification. Our solutions help you achieve precise results, improve efficiency, and enhance material properties. Contact us today to discuss how we can support your lab's success! Get in touch now
Visual Guide
Related Products
- Electric Lab Cold Isostatic Press CIP Machine
- Electric Split Lab Cold Isostatic Pressing CIP Machine
- Automatic Lab Cold Isostatic Pressing CIP Machine
- Manual Cold Isostatic Pressing CIP Machine Pellet Press
- Lab Isostatic Pressing Molds for Isostatic Molding
People Also Ask
- What are the applications of electric lab cold isostatic presses in research settings? Advance Material R&D with High-Pressure CIPs
- What are some research applications of electric lab CIPs? Unlock Uniform Powder Densification for Advanced Materials
- What are the characteristics of standard off-the-shelf electric lab CIP solutions? Achieve Immediate, Cost-Effective Processing
- How does electrical Cold Isostatic Pressing (CIP) contribute to cost savings? Unlock Efficiency and Reduce Expenses
- What customization options are available for electric lab cold isostatic presses? Tailor Pressure, Size & Automation for Your Lab
















